一种小阻力扣件垫板及其生产方法与流程
1.本发明涉及轨道扣件技术领域,特别涉及一种小阻力扣件垫板及其生产方法。
背景技术:
2.目前在轨道交通技术领域中,在铁路桥梁所处区域温度跨度大时,为减少桥梁结构与桥上焊接长钢轨之间的相互作用力,要求轨道扣件提供的钢轨纵向阻力小。为满足这一要求,轨道高架线路中常使用小阻力扣件,当钢轨发生在一定范围内的位移时,小阻力扣件允许这种钢轨移动,进而释放桥梁与钢轨之间的相互作用力。
3.在现有技术中,减小扣件的纵向阻力可以通过减小扣件的扣压力以及减少垫板与钢轨摩擦系数两种方式来实现。对于用螺栓紧固的扣压件,早期技术往往使用减小扣压力(即减小螺母扭矩)的方式来获取较小的纵向阻力。但这种方法在减小扣压力的同时,扣压件的弹程也成比例减小,大大减少了扣压件紧固后储存的能量,从而加速扣件的松弛,因此这种技术已逐步淘汰。目前主流的技术为通过采用小阻力扣件垫板来减小钢轨与轨下垫板的摩擦系数,从而减少两者之间的滑动摩擦力。
4.现有技术中往往采用不锈钢
‑
橡胶复合垫板,这种技术中当不锈钢表面发生锈蚀后,复合垫板与钢轨表面摩擦系数迅速增加,不仅使得小阻力扣件失去小阻力功能,甚至不锈钢板与钢轨下部发生黏连的现象,在列车动载的长期作用下,一方面可能造成钢板和橡胶之间脱胶剥离,使得窜出的垫板被压溃或分层,另一方面增加了钢轨纵向伸缩的阻力,产生轨道不平顺现象。这不仅给行车安全带来很大的隐患,往往也需要频繁更换垫板,增加了铁路维护成本。
5.此外,为了克服不锈钢板存在的问题,现有技术中也有采用非金属板
‑
弹性层复合垫板,这种技术在垫板耐老化性能、使用寿命上有一定的优势,但现有技术中的复合加工工艺往往较为简单,难以确保非金属板与弹性层之间的连接强度,在列车动载的环境下,容易发生非金属板与弹性层之间脱开的情况,使得垫板被压溃或分层,给行车安全带来一定的隐患。
技术实现要素:
6.有鉴于此,本发明旨在提出一种小阻力扣件垫板及其生产方法,以解决现有技术中小阻力扣件垫板存在的长期使用中表面锈蚀、减摩层与弹性层分离等问题。
7.为达到上述目的,本发明的技术方案是这样实现的:
8.一种小阻力扣件垫板生产方法,包括:s1、对减摩板进行表面活化处理,形成减摩板的活性粘接面;s2、对活性粘接面涂刷粘合剂,形成粘合剂层;s3、待粘合剂干燥后,在粘合剂层远离减摩板的一侧面放置橡胶料,并对减摩板、粘合剂、橡胶料进行一体硫化,制得小阻力扣件垫板。
9.进一步的,所述表面活化处理为将减摩板的待粘接面浸入到萘钠溶液中进行活化处理,浸泡15
‑
30min之后取出减摩板,然后在水中对减摩板的待粘接面进行超声波清洗,随
后取出减摩板,待减摩板的待粘接面干燥后即为活性粘接面。
10.进一步的,所述减摩板为聚四氟乙烯板或超高分子量聚乙烯板,所述粘合剂包括弹性体粘接胶黏剂,所述橡胶料为天然橡胶。
11.优选的,所述弹性体粘接胶黏剂为橡胶硫化胶粘剂。
12.进一步的,步骤s2包括:s21、利用粘合剂对活性粘接面涂刷,使活性粘接面与粘合剂充分接触;s22、以活性粘接面朝上的方式,将减摩板放置到处于预热过程的硫化机模具中;s23、以每分钟1℃
‑
3℃的升温速度,保持硫化机预热过程中的加热升温,并实时检测硫化机模具中的温度t;s24、判断t是否大于预设温度;若是,则进行步骤s25;若否,则返回步骤s23;s25、维持硫化机模具的当前温度,直至粘合剂干燥,进行步骤s3。
13.优选的,所述预设温度为80℃
‑
120℃。
14.进一步的,步骤s3在硫化机中进行,以减摩板活性粘接面的单位面积为基准,在硫化机的模具中填放5~10kg/m2的天然橡胶。
15.优选的,步骤s3的硫化过程中,硫化温度为100℃
‑
170℃,压力为10mpa
‑
20mpa,硫化时间为10min
‑
30min。
16.一种小阻力扣件垫板,采用所述的小阻力扣件垫板生产方法。
17.进一步的,所述小阻力扣件垫板包括减摩板、橡胶层,所述减摩板、橡胶层之间具有粘合硫化层,所述减摩板朝向橡胶层的一侧具有活性粘接面,所述粘合硫化层的一侧面与活性粘接面连接,所述粘合硫化层的另一侧面与橡胶层硫化连接。
18.相对于现有技术,本发明所述的一种小阻力扣件垫板及其生产方法具有以下优势:
19.本发明所述的一种小阻力扣件垫板及其生产方法,通过对减摩板进行表面活化处理,增大了减摩板的活性粘接面的微观表面积,提高了减摩板活性粘接面的表面活性,有利于提高减摩板与粘合剂的粘接效果,增强了小阻力扣件垫板的粘接强度;同时通过将减摩板、粘合剂、橡胶料进行一体硫化,能够充分利用橡胶胶料或橡胶粒的硫化反应活性,使得橡胶粒子与粘合剂,乃至与减摩板之间都能够充分地硫化交联,一方面在粘接作用力的基础上,进一步增加了各个板层之间分子链的硫化交联程度,有利于提高制得小阻力扣件垫板成品中的粘接强度;另一方面使得橡胶板材的硫化生产过程,与减摩板的粘接过程合并为一体,有利于简化橡胶板材、小阻力扣件垫板的生产加工步骤,简化生产工序,提高生产效率。
附图说明
20.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
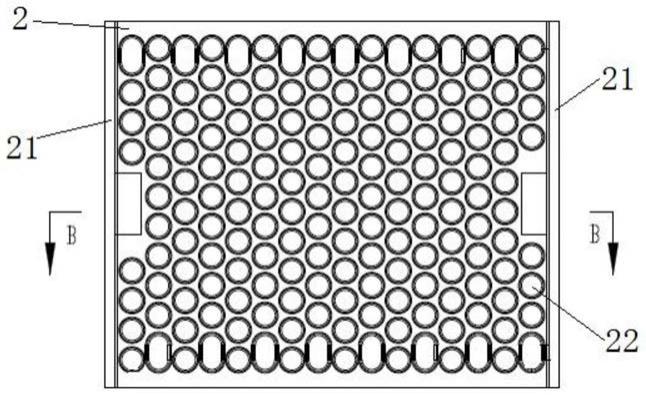
21.图1为本发明实施例所述的一种小阻力扣件垫板的仰视图;
22.图2为本发明实施例在图1中b
‑
b向的剖面示意图。
23.附图标记说明:
24.1、减摩板;2、橡胶层;21、挡肩结构;22、凸起。
具体实施方式
25.下文将使用本领域技术人员向本领域的其它技术人员传达他们工作的实质所通常使用的术语来描述本公开的发明概念。然而,这些发明概念可体现为许多不同的形式,因而不应视为限于本文中所述的实施例。
26.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
27.下面将参考附图并结合实施例来详细说明本发明。
28.在现有的小阻力扣件垫板中,为了减小钢轨与轨下垫板的摩擦系数,同时为了克服不锈钢板
‑
橡胶复合垫板中存在的锈蚀问题,现有技术中往往采用非金属板
‑
弹性层复合垫板,这种技术在垫板耐力老化性能、使用寿命上有一定的优势,具有良好的降低滑动摩擦力的性能;但现有技术中的复合加工工艺往往较为简单,难以确保非金属板与弹性层之间的连接强度,在列车动载的环境下,容易发生非金属板与弹性层之间脱开的情况,使得垫板被压溃或分层,给行车安全带来一定的隐患。
29.此外,需要指出的是,针对不同材质的复合垫板,根据轨道扣件的应用需求,鉴于本技术中的“小阻力扣件垫板”优选为非金属板与橡胶的复合垫板这一基础,本技术中的“小阻力扣件垫板的粘接强度”也主要是指在非金属板与橡胶之间的粘接强度。同时,为了避免歧义,本技术中的“粘接强度”这一用词的含义,与“粘合强度”相同。
30.为了解决现有技术中小阻力扣件垫板存在的长期使用中表面锈蚀、减摩层与弹性层分离等问题,本实施例提出一种小阻力扣件垫板及其生产方法,为了便于对生产加工工艺进行理解,本技术首先从小阻力扣件垫板的成品结构进行介绍:
31.如附图1
‑
2所示,所述小阻力扣件垫板包括减摩板1、橡胶层2,所述减摩板1、橡胶层2之间具有粘合硫化层(厚度极小,未能图示),通过对减摩板1进行表面活化处理,使得所述减摩板1朝向橡胶层2的一侧具有活性粘接面,所述粘合硫化层的一侧面与活性粘接面连接,所述粘合硫化层的另一侧面与橡胶层2硫化连接。
32.其中,减摩板1为市售的聚四氟乙烯板或超高分子量聚乙烯板,可以通过定制特定的板材尺寸,来满足轨道垫板的尺寸需求,在此不进行赘述。材质优选为分子量在500万以上的聚四氟乙烯、超高分子量聚乙烯板,从而一方面确保减摩板1具有足够的机械强度,满足轨道垫板的刚度需求,另一方面有利于确保减摩板1具有良好的滑动摩擦系数,减少钢轨与轨下垫板的滑动摩擦力,有利于降低钢轨纵向伸缩的阻力。
33.对于橡胶层2而言,与现有技术所不同的是,本技术中的橡胶层2在小阻力扣件垫板生产加工之前并非是板材结构,生产加工过程也并非是简单地将减摩板1与橡胶板粘接、硫化。本技术中橡胶层2在加工之前采用常规的橡胶胶料或橡胶粒,在将减摩板1的活性粘接面与粘合硫化层连接之后,放置到硫化机模具中,在粘合硫化层远离活性粘接面的一侧均匀填铺橡胶胶料或橡胶粒,进行硫化。即可以视为减摩板1、粘合硫化层、橡胶层2一体硫化成型。这种加工方式有利于充分利用橡胶胶料或橡胶粒的硫化反应活性,使得橡胶粒子与粘合硫化层,乃至与减摩板1之间都能够充分地硫化交联,一方面在粘接作用力的基础上,进一步增加了各个板层之间分子链的硫化交联程度,有利于提高制得小阻力扣件垫板成品中的粘接强度;另一方面使得橡胶板材的硫化生产过程,与减摩板1的粘接过程合并为一体,有利于简化橡胶板材、小阻力扣件垫板的生产加工步骤,简化生产工序,提高生产效
率。
34.同样的,本技术中的这种加工方式,也使得橡胶层2的外形结构完全由硫化机的模具决定。为了满足在轨道扣件中的使用,作为优选的,经过加工成型后的橡胶层2在远离减摩板1的一侧记为橡胶层2的装配面,橡胶层2的装配面具有多个凸起22,用于满足轨道扣件中垫板的弹性(刚度)要求,所述凸起22的形状可以为圆柱体、立方体、长方体、异形柱体等,多个凸起22可以纵横对齐分布,也可以交错布置;所述装配面的外沿具有挡肩结构21,小阻力扣件垫板通过挡肩结构21与相应的装配装配定位,例如小阻力扣件垫板通过挡肩结构21与沉轨槽扣合。作为优选的,所述挡肩结构21可以视为在装配面的两侧边沿分别设置的凸起结构,凸起结构的延伸方向均与钢轨方向平行;对于任一个凸起结构而言,可以为一个完整的凸条,也可以由多个凸块间隔设置而成。
35.对于上述小阻力扣件垫板的成品结构,接下来对小阻力扣件垫板的生产方法进行介绍,所述生产方法用于生产上述的小阻力扣件垫板成品。所述生产方法包括:
36.s1、对减摩板1进行表面活化处理,形成减摩板1的活性粘接面;
37.s2、对活性粘接面涂刷粘合剂,形成粘合剂层;
38.s3、待粘合剂干燥后,在粘合剂层远离减摩板1的一侧面放置橡胶料,并对减摩板1、粘合剂、橡胶料进行一体硫化,制得小阻力扣件垫板。
39.通过粘合剂的粘合作用以及一体硫化过程,使得减摩板1、橡胶料之间的连接情况,不仅包括界面间的粘合结构,也包括分子间的硫化结构,为了便于描述,本技术将减摩板1、橡胶层2之间的粘合结构、硫化结构整合统称为粘合硫化层;在微观上,粘合硫化层不仅包括粘合剂,也包括粘合剂与减摩板1之间的化学键结构,以及粘合剂与橡胶层2之间的化学键结构。
40.接下来,对工艺中的各个步骤进行逐一说明:
41.在步骤s1中,减摩板1为市售的分子量在500万以上的聚四氟乙烯板或超高分子量聚乙烯板,与上文内容一致,不进行赘述。
42.所述表面活化处理过程为将减摩板1的待粘接面浸入到萘钠溶液中进行活化处理,浸泡15
‑
30min之后取出减摩板1,然后在水中对减摩板1的待粘接面进行超声波清洗,随后取出减摩板1,待减摩板1的待粘接面干燥后即为活性粘接面。
43.其中,在本技术以及具体实施例中,萘钠溶液的组分均为:以1l四氢呋喃为基准,80g精萘,30g钠,其配置过程采用常规的配制方法进行配制,鉴于萘钠溶液的制备为现有技术,在此不进行赘述。
44.本技术通过利用萘钠溶液对减摩板1的待粘接面进行表面活化处理,一方面能够破坏待粘接面表层的分子键,使得其在微观程度上的表面产生进一步的缺损,形成微观凹凸表面,能够增大待粘接面的微观表面积;另一方面,在活化处理破坏待粘接面表层的分子键的过程中,相当一部分化学键的断裂也使得待粘接面由相对惰性稳定状态变为表面相对活性状态,尤其是对聚四氟乙烯板进行萘钠溶液处理后,待粘接面表层的大量氟原子被脱除,进一步增强了聚四氟乙烯板表面的活性,使得减摩板1的待粘接面也由表面活化处理前的疏水态,变为表面活化处理后的亲水态,这不仅确保了粘合剂能够完全附着在减摩板1的待粘接面上,更有利于提高减摩板1与粘合剂的粘接效果,增强二者之间的粘接强度。
45.在进行步骤s2之前,步骤s1还包括:
46.s11、对减摩板1进行表面活化处理,形成减摩板1的活性粘接面,并将计数值归零;
47.s12、对减摩板1的活性粘接面进行亲水性能检测,检测活性粘接面与水的接触角a;
48.s13、判断a是否小于额定角度值;若是,则进行步骤s2;若否,则进行步骤s14;
49.s14、计数值加1,判断计数值是否大于预设数值;若是,则将减摩板1作为废品;若否,则对减摩板1的活性粘接面重新进行表面活化处理过程,然后返回步骤s12。
50.其中,步骤s11中的表面活化处理、步骤s14中的表面活化处理过程,均与前述的相应内容一致,不进行赘述。步骤s12中,所述亲水性能检测为按照gb/t 30693
‑
2014《塑料薄膜与水接触角的测量》中的检测方法进行,对活性粘接面与水的接触角a进行检测。在步骤s13、s14中,额定角度值、预设数值均为根据实际生产需求、产品质量要求而设置的预设值,额定角度值的取值范围可以为30
°‑
60
°
,预设数值的取值范围为2
‑
4。优选的,额定角度值为45
°
,预设数值为3。
51.从而本技术在对减摩板1进行表面活化处理之后,通过对活性粘接面的亲水性能进行检测判断,当满足亲水性能要求之后再进行步骤s2,有利于保障步骤s2中涂刷粘合剂的成品率,也有利于确保最终成品的性能一致性,降低整个生产方法中的次品率;同时在不满足亲水性能要求时,重新对减摩板1的活性粘接面进行表面活化处理过程,一方面能够进一步提高活性粘接面的表面活性,另一方面在一定程度上能够降低废品率,降低生产损耗;此外,通过对同一个减摩板1亲水性能检测的未通过次数进行计数,在连续未通过的次数超标时,直接将该减摩板1作为废品,一方面满足保障生产效率的要求,另一方面可以对废品进行回收、研究,以便于对后续的原料质量进行优化,以及对生产方法进行研究改进。
52.在步骤s2中,包括:
53.s21、利用粘合剂对活性粘接面涂刷,使活性粘接面与粘合剂充分接触;
54.其中,所述粘合剂包括弹性体粘接胶黏剂,所述弹性体粘接胶黏剂优选为市面上采购的橡胶硫化胶粘剂,例如列克纳胶、tkk胶黏剂、蒂普拓普sc2000胶黏剂、西邦144胶黏剂、青岛密封工业fz
‑
1胶等市面上常见的橡胶硫化胶粘剂。
55.s22、以活性粘接面朝上的方式,将减摩板1放置到处于预热过程的硫化机模具中。
56.所述硫化机为橡胶硫化加工领域中常用的硫化设备,例如常规的200t硫化机。
57.s23、以每分钟1℃
‑
3℃的升温速度,保持硫化机预热过程中的加热升温,并实时检测硫化机模具中的温度t;
58.对于硫化机模具温度的检测,在常规硫化机设备中属于常规的参数检测技术,可以通过设置相应的温度检测装置来实时获取数据,在此不进行赘述。
59.s24、判断t是否大于预设温度;若是,则进行步骤s25;若否,则返回步骤s23;
60.所述预设温度为根据实际生产需求、设备性能而设置的预设值,预设温度的取值范围可以为80℃
‑
120℃,优选为110℃。
61.s25、维持硫化机模具的当前温度,直至粘合剂干燥,进行步骤s3。
62.步骤s21
‑
s25的操作,可以由技术人员人工操控,也可以利用常规的电控技术进行自动控制。本技术通过步骤s21
‑
s25,使得硫化机预热过程与粘合剂的干燥过程同时进行,这与粘合剂自然风干相比,一方面加速了粘合剂的干燥,提高了生产效率,另一方面硫化机预热过程中,其模具内部处于一个相对的高温环境,提高了活性粘接面、粘合剂之间的化学
键活性,有利于增强胶粘剂与活性粘接面之间的粘接效果,提高二者之间的粘接强度。
63.本技术在步骤s21中可以直接使用橡胶硫化胶粘剂涂刷在活性粘接面上;此外,本技术提出一个更优的方案,在上述橡胶硫化胶粘剂的基础上,所述粘合剂还包括硅烷偶联剂,所述硅烷偶联剂优选为乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、n
‑
(β
‑
氨乙基)
‑
γ
‑
氨丙基三乙氧基硅烷中的至少一种。
64.相应的,步骤s21包括:
65.s211、在活性粘接面上涂刷硅烷偶联剂,使得活性粘接面上形成硅烷偶联剂层;
66.s212、在硅烷偶联剂层上涂刷橡胶硫化胶粘剂。
67.从而在活性粘接面上首先利用硅烷偶联剂与减摩板1进行接枝、交联,能够进一步提高活性粘接面的表面活性,之后再涂刷橡胶硫化胶粘剂,有利于增强橡胶硫化胶粘剂与活性粘接面之间的粘接效果,提高二者之间的粘接强度,更有利于确保最终小阻力扣件垫板成品中的减摩板1与橡胶层2之间的粘接强度。
68.在步骤s3中,所述橡胶料为天然橡胶,优选为市售的天然橡胶颗粒,例如烟胶片、生胶片、绉片胶等市面上常见的天然橡胶。步骤s3在预热完毕的硫化机模具中进行,以减摩板1活性粘接面的单位面积为基准,在模具中填放5~10kg/m2的天然橡胶,即每1m2的减摩板1活性粘接面上填放5~10kg的天然橡胶。其中,需要说明得的是,减摩板1活性粘接面的面积为常规意义上的板材面积,例如常规方形板的面积,可以由长度乘以宽度计算得到。
69.在硫化过程中,硫化机按照硫化温度100~170℃,压力10~20mpa,硫化时间10~30min的硫化参数进行工作。
70.之后,考虑到高分子材料受热后可能发生的翘曲与形变,在步骤s3进行硫化完毕之后,所述生产方法还包括:s4、将小阻力扣件垫板从硫化机模具中取出,放置到保压工装中,在10mpa压力下,经过30分钟的自然冷却后取出。从而在小阻力扣件垫板的自然冷却过程中,对其施加一定的压力,有利于保持小阻力扣件垫板的平整,避免其发生板型翘曲或形变,以降低成品的次品率。
71.以下结合实施例对本发明的具体实施方式作进一步的描述,并不因此将本发明限制在所述的实施例范围内。
72.实施例1
73.s1、将减摩板1(分子量大于500万的聚四氟乙烯板,下同)的待粘接面浸入到萘钠溶液中进行活化处理,浸泡30min之后取出减摩板1,然后在水中对减摩板1的待粘接面进行超声波清洗,随后取出减摩板1,待减摩板1的待粘接面干燥后即为活性粘接面,之后按照gb/t 30693
‑
2014测得活性粘接面与水的接触角a为22
°
。
74.s2、利用西邦144胶黏剂对活性粘接面涂刷,之后以活性粘接面朝上的方式,将减摩板1放置到处于预热过程的硫化机模具中。硫化机的预热过程采用上述步骤s23
‑
s25,直至粘合剂干燥,进行步骤s3;其中,步骤s23的升温速度为3℃,步骤s24中的预设温度为120℃。
75.s3、在预热完毕的硫化机模具中,以每1m2的减摩板1活性粘接面上填放10kg的天然橡胶颗粒,并对减摩板1、西邦144胶黏剂、橡胶料进行一体硫化,制得小阻力扣件垫板成品。硫化参数为:硫化温度150℃,压力10mpa,硫化时间10min。
76.对小阻力扣件垫板成品进行粘接强度检测,结果如表1所示。
77.实施例2
78.s1、将减摩板1(分子量大于500万的超高分子量聚乙烯板,下同)的待粘接面浸入到萘钠溶液中进行活化处理,浸泡15min之后取出减摩板1,然后在水中对减摩板1的待粘接面进行超声波清洗,随后取出减摩板1,待减摩板1的待粘接面干燥后即为活性粘接面,之后按照gb/t 30693
‑
2014测得活性粘接面与水的接触角a为27
°
。
79.s2、利用青岛密封工业fz
‑
1胶对活性粘接面涂刷,之后以活性粘接面朝上的方式,将减摩板1放置到处于预热过程的硫化机模具中。硫化机的预热过程采用上述步骤s23
‑
s25,直至粘合剂干燥,进行步骤s3;其中,步骤s23的升温速度为1℃,步骤s24中的预设温度为80℃。
80.s3、在预热完毕的硫化机模具中,以每1m2的减摩板1活性粘接面上填放5kg的天然橡胶颗粒,并对减摩板1、青岛密封工业fz
‑
1胶、橡胶料进行一体硫化,制得小阻力扣件垫板成品。硫化参数为:硫化温度100℃,压力15mpa,硫化时间30min。
81.对小阻力扣件垫板成品,进行粘接强度检测,结果如表1所示。
82.实施例3
83.s1、将减摩板1(分子量大于500万的聚四氟乙烯板,下同)的待粘接面浸入到萘钠溶液中进行活化处理,浸泡25min之后取出减摩板1,然后在水中对减摩板1的待粘接面进行超声波清洗,随后取出减摩板1,待减摩板1的待粘接面干燥后即为活性粘接面,之后按照gb/t 30693
‑
2014测得活性粘接面与水的接触角a为19
°
。
84.s2、利用列克纳胶对活性粘接面涂刷,之后以活性粘接面朝上的方式,将减摩板1放置到处于预热过程的硫化机模具中。硫化机的预热过程采用上述步骤s23
‑
s25,直至粘合剂干燥,进行步骤s3;其中,步骤s23的升温速度为2℃,步骤s24中的预设温度为110℃。
85.s3、在预热完毕的硫化机模具中,以每1m2的减摩板1活性粘接面上填放8kg的天然橡胶颗粒,并对减摩板1、列克纳胶、橡胶料进行一体硫化,制得小阻力扣件垫板成品。硫化参数为:硫化温度170℃,压力20mpa,硫化时间20min。
86.对小阻力扣件垫板成品进行粘接强度检测检测,结果如表1所示。
87.对比例1
88.应用于轨道扣件中,市售的常规不锈钢
‑
橡胶垫板,对其进行粘接强度检测,结果如表1所示。
89.对比例2
90.以实施例3为基础,与实施例3基本相同;所不同的是,取市售的常规橡胶垫板(天然橡胶材质),利用实施例3步骤s2中的列克纳胶,对减摩板1的活性粘接面涂刷,并将涂刷后的减摩板1活性粘接面与橡胶垫板胶粘,之后将胶粘后得到的减摩板
‑
橡胶垫板,放到硫化机模具中进行硫化,制得小阻力扣件垫板成品。对比例2的硫化参数与实施例3的步骤s3中的硫化参数相同。
91.对小阻力扣件垫板成品进行粘接强度检测,结果如表1所示。
92.表1实施例1
‑
3、对比例1
‑
2中相关垫板的粘接强度检测情况
[0093] 粘接强度,kn/m实施例15.4实施例25.1
实施例35.6对比例14.3对比例24.6
[0094]
其中,粘接强度检测过程按照gb/t7760
‑
2003《硫化橡胶或热塑性橡胶与硬质板材粘合强度的测定90
°
剥离法》进行。
[0095]
根据表1中的数据可知,本技术实施例1
‑
3得到的小阻力扣件垫板的粘接强度要明显高于市售的常规不锈钢
‑
橡胶垫板的粘接强度,且具有统计学意义(p<0.01)。此外,通过将实施例1
‑
3与对比例2进行对比,可以看出:本技术通过在高温高压的硫化环境下,将表面处理后的减摩板1、橡胶硫化胶粘剂、橡胶料一体硫化成型,这与将表面处理后的减摩板1与橡胶垫板胶粘之后,再将减摩板1与橡胶垫板共同硫化这一现有技术相比,本技术能够充分利用橡胶胶料或橡胶粒的硫化反应活性,使得橡胶粒子与橡胶硫化胶粘剂,乃至与减摩板1之间都能够充分地硫化交联,在粘接作用力的基础上,进一步增加了各个板层之间分子链的硫化交联程度,提高了制得小阻力扣件垫板成品中的粘接强度,且具有统计学意义(p<0.01)。
[0096]
进一步的,本技术的粘合剂优选使用硅烷偶联剂以及橡胶硫化胶粘剂,下面以实施例3为基础,继续进行本技术的实施例4
‑
10。
[0097]
实施例4
[0098]
本实施例与实施例3一致,所不同的是,在步骤s2中,先在活性粘接面上涂刷乙烯基三甲氧基硅烷,使得活性粘接面上形成硅烷偶联剂层;然后在硅烷偶联剂层上涂刷列克纳胶。
[0099]
实施例5
[0100]
本实施例与实施例4一致,所不同的是,硅烷偶联剂为乙烯基三乙氧基硅烷。
[0101]
实施例6
[0102]
本实施例与实施例4一致,所不同的是,硅烷偶联剂为n
‑
(β
‑
氨乙基)
‑
γ
‑
氨丙基三乙氧基硅烷。
[0103]
实施例7
[0104]
本实施例与实施例4一致,所不同的是,硅烷偶联剂为质量比为2:1的乙烯基三乙氧基硅烷、n
‑
(β
‑
氨乙基)
‑
γ
‑
氨丙基三乙氧基硅烷。
[0105]
实施例8
[0106]
本实施例与实施例4一致,所不同的是,硅烷偶联剂为质量比为1:1的乙烯基三甲氧基硅烷、n
‑
(β
‑
氨乙基)
‑
γ
‑
氨丙基三乙氧基硅烷。
[0107]
实施例9
[0108]
本实施例与实施例4一致,所不同的是,硅烷偶联剂为质量比为1:1的乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷。
[0109]
实施例10
[0110]
本实施例与实施例4一致,所不同的是,硅烷偶联剂为质量比为1:1:1的乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、n
‑
(β
‑
氨乙基)
‑
γ
‑
氨丙基三乙氧基硅烷。
[0111]
按照gb/t7760
‑
2003《硫化橡胶或热塑性橡胶与硬质板材粘合强度的测定90
°
剥离法》对实施例4
‑
10中制得的小阻力扣件垫板的粘接强度进行检测,结果如表2所示(含实施
例3的检测结果,以便于对比分析)。
[0112]
表2
[0113] 粘接强度,kn/m实施例35.6实施例46.1实施例56.0实施例66.2实施例76.5实施例86.6实施例96.4实施例106.2
[0114]
通过表2中的数据可以看出,本发明通过先在活性粘接面上涂刷硅烷偶联剂,使得活性粘接面上形成硅烷偶联剂层,然后在硅烷偶联剂层上涂刷橡胶硫化胶粘剂,使得在活性粘接面上首先利用硅烷偶联剂与减摩板1进行接枝、交联,能够进一步提高活性粘接面的表面活性,之后再涂刷橡胶硫化胶粘剂,有利于增强橡胶硫化胶粘剂与活性粘接面之间的粘接效果,提高二者之间的粘接强度。同时,也提高了最终小阻力扣件垫板成品的粘接强度,且具有统计学意义(p<0.01)。
[0115]
其中,在暂时不明确具体机理的情况下,本发明的研究人员通过大量的实验过程意外地发现,将乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、n
‑
(β
‑
氨乙基)
‑
γ
‑
氨丙基三乙氧基硅烷中的任意两种混用,相较于其他实施方式,最终制得的小阻力扣件垫板成品的粘接强度更高,且其数据具有统计学意义(p<0.05)。
[0116]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1