一种沥青拌合站溢料自动调整系统及其调整方法与流程
1.本发明涉及沥青生产设备技术领域,更为具体地说是指一种沥青拌合站溢料自动调整系统及其调整方法。
背景技术:
2.沥青混合料是以沥青材料将天然或人工矿物骨料、填充料及各种掺加料等胶结在一起所形成的一种人工合成材料。沥青拌合站则是生产沥青混合料的成套设备,主要是在搅拌缸内将经过加热计算的骨料、添加剂以及沥青进行搅拌形成沥青混合料。
3.沥青拌合站在开机生产过程中,往往存在溢料或等料现象,即热料仓中的热骨料过多而溢出或者热骨料缺料。若热骨料的溢料现象轻微时,通常设置一个溢料仓对溢出的热骨料进行收集,待溢料仓装满后再送至烘干滚筒进行再次加热,不仅会造成溢料材料的浪费,而且再次加热增加能耗,降低产量。若热骨料的溢料现象严重,则会导致拌合楼间歇性停机与点火开机,一方面影响稳定生产和摊铺,特别是摊铺机间歇停机影响平整度;另一方面影响沥青混合料质量的稳定性,特别是每次点火开机后沥青混合料的温度不稳定,容易出现低温导致花白料的现象。为此,我们提供一种拌合站溢料自动调整系统及其调整方法。
技术实现要素:
4.本发明提供一种沥青拌合站溢料自动调整系统及其调整方法,其主要目的在于克服现有沥青拌合站出现热骨料溢料时,导致增加能耗、降低产量,影响稳定生产和沥青混合料质量的稳定性等缺点。
5.本发明采用如下技术方案:一种沥青拌合站溢料自动调整系统,包括冷料上料系统、烘干系统、热骨料提升机、振动筛以及热料仓,所述冷料上料系统包括若干个冷料仓及一个皮带输送机,每个冷料仓底部的放料门下方对应设有一个冷骨料皮带秤,由冷骨料皮带秤喂料至所述皮带输送机,所述皮带输送机的出料端连接至所述烘干系统的进料端,所述烘干系统的出料端通过所述热骨料提升机连接至所述振动筛,所述振动筛包括若干个与所述冷料仓相对应的筛分出料口,该自动调整系统还包括plc控制系统、溢料管以及溢料皮带秤,所述热料仓包括若干个与所述筛分出料口相对应的储料格,每个储料格的上部侧面连接一个所述溢料管,每个溢料管底部对应设有一个所述溢料皮带秤,每个溢料皮带秤的出料端连接至所述热骨料提升机的进料端,每个所述溢料皮带秤分别与所述plc控制系统电气连接,所述plc控制系统还分别与所述冷骨料皮带秤以及所述皮带输送机连接。
6.一较佳实施方案中,上述每个储料格内壁的上部分别设有一个高料位检测开关。
7.一较佳实施方案中,上述烘干系统包括一烘干滚筒,所述烘干滚筒的出料端通过一个溜道管与所述热骨料提升机连接,所述溢料皮带秤的出料端通过一个回料管与所述溜道管连接。
8.一较佳实施方案中,上述冷料仓为六个,所述振动筛对应设有六个筛分出料口,所述储料格对应为六个。
9.本发明还提供一种沥青拌合站溢料自动调整方法,包括如权利要求1所述的一种沥青拌合站溢料自动调整系统,具体步骤如下:(1)若热料仓内储料格b
x
溢料时,其中,热料仓有n个储料格,第x个储料格为b
x
,冷料仓也为n个,第x个冷料仓为a
x
,n为>1的自然数,x≥1的自然数;溢出的热骨料通过其相应的溢料管进入溢料皮带秤,溢料皮带秤感应获得溢料量b0,并实时传递给plc控制系统;(2)当1<x<n时,plc控制系统根据溢料量b0的变化对各冷料仓的上料量作出相应的调整,调整方式如下:a、先调整该储料格相对应的冷料仓a
x
,使其上料减少到0,并观察溢料量b0的变化;b、若溢料量b0减少,则使除步骤a中上料为0的冷料仓a
x
以外的其余冷料仓按比例增加,保证热骨料提升机的输送量不变,直至储料格b
x
内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a
x
上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态;c、若溢料量b0保持不变或增加时,则使该储料格b
x
所对应冷料仓ax相邻的冷料仓a
x-1
或冷料仓a
x+1
上料量减少,其余冷料仓按比例增加,保证热骨料提升机的输送量不变,观察溢料量b0在t时间后的变化,如果b0减少,直至储料格b
x
内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a
x
及冷料仓a
x-1
或者增加冷料仓a
x
及冷料仓a
x+1
的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态;如果b0增加,冷料仓a
x-1
或冷料仓a
x+1
继续减少,观察溢料量b0在t时间后的变化,若b0还是不变,则减少冷料仓a
x-1
或冷料仓a
x+1
的上料量,直至b0减少,最后在储料格b
x
内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a
x
、冷料仓a
x-1
以及a
x+1
的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
10.当步骤(1)中的x=1即储料格b
x
为b1时,则在步骤(2)的c中,溢料量b0保持不变或增加时,则使该储料格b1所对应冷料仓a1相邻的冷料仓a2上料量减少,其余冷料仓按比例增加,保证热骨料提升机的输送量不变,观察溢料量b0在t时间后的变化,b0减少,直至储料格b1内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a1及冷料仓a2的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
11.当步骤(1)中的x=n即储料格b
x
为bn时,则在步骤(2)的c中,溢料量b0保持不变或增加时,则使该储料格bn所对应冷料仓an相邻的冷料仓a
n-1
上料量减少,其余冷料仓按比例增加,保证热骨料提升机的输送量不变,观察溢料量b0在t时间后的变化,b0减少,直至储料格bn内热骨料储存量降至总量2/3时,再缓慢增加冷料仓an及冷料仓a
n-1
的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
12.进一步地,上述t时间优选为3分钟。
13.由上述对本发明结构的描述可知,和现有技术相比,本发明具有如下优点:1、该发明的溢料自动调整系统,在热料仓的每个储料格上部分别对应设有一个溢料管,并且每个溢料管通过一个溢料皮带秤连接至热骨料提升机的进料端,该发明将热料
仓各储料格内热骨料的溢料直接输送至热骨料提升机利用,无需返回烘干系统再加热,防止资源浪费,降低了能耗,也不会因溢料而出现拌合楼间歇性停机而影响稳定生产和沥青混合料质量的稳定性。而且当某个储料格出现溢料时,其溢料量通过溢料皮带秤自动计量,且实时传递给plc控制系统,由plc控制系统根据溢料量的变化对各冷料仓的上料量作出相应的调整,最终使冷料仓及热料仓各储料格内的骨料存储量保持相对平衡状态。
14.2、本发明的沥青拌合站溢料调整方法,利用冷料仓不同规格的骨料经过二次筛分后有部分骨料会落入相邻规格的储料格内的原理,调整时不仅先使溢料的储料格所对应的的冷料仓停止上料,而且还根据溢料量的变化情况,在观察到溢料量在t时间后保持不变或增加时,对该储料格所对应冷料仓相邻的其中一个冷料仓进行调整,使其上料降低;溢料量仍然不变或增加,则继续使另一个相邻的冷料仓上料降低,直到溢料量减少。最终可使冷料仓及热料仓各储料格内的骨料存储量保持相对平衡状态。故本发明的沥青拌合站溢料调整方法,无需停机处理,使沥青拌合站保持连续生产,保证沥青混合料质量的稳定性。
附图说明
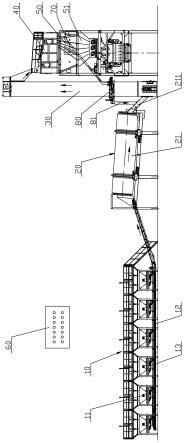
15.图1为本发明的结构示意图。
16.图2为本发明热料仓、溢料管及溢料皮带秤的结构示意图。
17.图3为本发明的流程图。
具体实施方式
18.下面参照附图说明本发明的具体实施方式。为了全面理解本发明,下面描述到许多细节,但对于本领域技术人员来说,无需这些细节也可实现本发明。对于公知的组件、方法及过程,以下不再详细描述。
19.一种沥青拌合站溢料自动调整系统,参照图1,包括冷料上料系统10、烘干系统20、热骨料提升机30、振动筛40、热料仓50、plc控制系统60、溢料管70以及溢料皮带秤80。其中,冷料上料系统10包括若干个冷料仓11及一个皮带输送机12,每个冷料仓11分别存储有一种规格的骨料,且按级配顺序依次等间隔排列。每个冷料仓11底部的放料门下方对应设有一个冷骨料皮带秤13,皮带输送机12设于冷骨料皮带秤13下方,冷料仓内的骨料按系统所设定的比例,经过冷骨料皮带秤13计量,再喂料至皮带输送机12上。
20.参照图1,烘干系统20主要是由烘干滚筒21和燃烧器组成,该烘干系统是本领域中常用的设备,本文不作具体赘述。皮带输送机12的出料端连接至烘干滚筒21的进料端,烘干滚筒21的出料端通过热骨料提升机30连接至振动筛40。
21.参照图1,振动筛40包括若干个与冷料仓相对应的筛分出料口,若干个筛分出料口按顺序依次排列。该振动筛40的下方设有热料仓50,该热料仓50内部分隔为若干个储料格51,每个储料格51分别对应设于筛分出料口的下方。若干个储料格51内所存储的热骨料规格与若干个冷料仓11中所储存的骨料规格一一对应。例如:若干个储料格的编号依次为b1、b2……bn
,而冷料仓的编号对应为a1、a2……an
,储料格b1与冷料仓a1的物料规格相同。同理,储料格bn与冷料仓an的物料规格相同。
22.参照1和图2,每个储料格51的上部侧面连接一个溢料管70,每个溢料管70底部对应设有一个所述溢料皮带秤80,每个溢料皮带秤80的出料端连接至所述热骨料提升机30的
进料端。每个储料格51内壁的上部分别设有一个高料位检测开关,以提示作业人员出现热料仓出现溢料。
23.参照图1,上述每个溢料皮带秤80分别与所述plc控制系统60电气连接, plc控制系统60还分别与冷骨料皮带秤13以及皮带输送机12连接。当某个储料格51出现溢料时,其溢料量通过溢料皮带秤80自动计量,且实时传递给plc控制系统,由plc控制系统60根据溢料量的变化对各冷料仓11的上料量作出相应的调整。
24.参照图1,为减少热骨料热量的损失,上述烘干滚筒21的出料端通过一个溜道管211与热骨料提升机30连接,所述溢料皮带秤80的出料端通过一个回料管81与所述溜道管211连接。
25.本发明的沥青拌合站溢料自动调整系统,设定热料仓有n个储料格,第x个储料格为b
x
,冷料仓也为n个,第x个冷料仓为a
x
,n为>1的自然数,x≥1的自然数。
26.本发明的沥青拌合站溢料自动调整系统的自动调整方法,其具体步骤如下:(1)若热料仓内储料格b
x
溢料时,其中,溢出的热骨料通过其相应的溢料管进入溢料皮带秤,溢料皮带秤感应获得溢料量b0,并实时传递给plc控制系统;(2)plc控制系统根据溢料量b0的变化,对各冷料仓的上料量作出相应的调整,调整方式如下:a、先调整储料格b
x
相对应的冷料仓a
x
,使其上料减少到0,并观察溢料量b0的变化。
27.b、若溢料量b0减少,则使除步骤a中冷料仓a
x
以外的其余冷料仓按比例增加,保证热骨料提升机的输送量不变,直至储料格b
x
内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a
x
上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
28.c、若溢料量b0保持不变或增加时,则使该储料格b
x
所对应冷料仓a
x
相邻的冷料仓a
x-1
(或冷料仓a
x+1
)上料量减少,其余冷料仓按比例增加,保证热骨料提升机的输送量不变,观察溢料量b0在t时间后的变化,如果b0减少,直至储料格b
x
内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a
x
及冷料仓a
x-1
(或冷料仓a
x+1
)的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态;如果b0增加,冷料仓a
x-1
(或冷料仓a
x+1
)继续减少,观察溢料量b0在t时间后的变化,若b0还是不变,则减少冷料仓a
x+1
(或冷料仓a
x-1
)的上料量,直至b0减少,最后在储料格b
x
内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a
x
、冷料仓a
x-1
以及a
x+1
的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
29.以上步骤(2)的c中,适用于1<x<n。
30.当步骤(1)中的x=1即储料格b
x
为b1时,则在步骤(2)的c中,溢料量b0保持不变或增加时,使该储料格b1所对应冷料仓a1相邻的冷料仓a2上料量减少,其余冷料仓按比例增加,保证热骨料提升机的输送量不变,观察溢料量b0在t时间后的变化,b0减少,直至储料格b1内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a1及冷料仓a2的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
31.当步骤(1)中的x=n即储料格b
x
为bn时,则在步骤(2)的c中,溢料量b0保持不变或增加时,使该储料格bn所对应冷料仓an相邻的冷料仓a
n-1
上料量减少,其余冷料仓按比例增加,保证热骨料提升机的输送量不变,观察溢料量b0在t时间后的变化,b0减少,直至储料格bn内
热骨料储存量降至总量2/3时,再缓慢增加冷料仓an及冷料仓a
n-1
的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
32.上述t时间优选为3分钟。
33.以下具体以六个冷料仓按顺序编号为a1至a6;热料仓内的储料格也为六个,按顺序编号为b1至b6。参照图3,假设储料格b2溢料,本发明的沥青拌合站溢料自动调整系统的自动调整方法,如下:(1)储料格b2的高料位检测开关报警,调整储冷料仓a2,使其上料减少到0,3分钟后观察溢料量b0的变化。
34.(2)若溢料量b0减少,则使冷料仓a1、a3、a4、a5、a6按比例增加,保证热骨料提升机的输送量不变,直至储料格b2内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a2上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
35.(3)若溢料量b0不变或增加时,则使冷料仓a1上料量减少,a3、a4、a5、a6按比例增加,保证热骨料提升机的输送量不变。3分钟后观察溢料量b0的变化,如果b0减少,直至储料格b2内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a2及冷料仓a1的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态;如果b0增加,冷料仓a1继续减少,观察溢料量b0在3分钟后的变化,若b0还是不变,则减少冷料仓a3的上料量,直至b0减少,最后在储料格b2内热骨料储存量降至总量2/3时,再缓慢增加冷料仓a2、冷料仓a1及冷料仓a3的上料量,同时使其余冷料仓上料量按比例降低,最终使各冷料仓及各储料格内各种骨料储存量保持相对平衡状态。
36.上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1