一种自定心圆刀片安装刀轴的制作方法
1.本发明涉及薄材分切复卷设备的分切机构技术领域,尤其指一种应用于分切刀机构并能实现高质量、高精度、快速地安装分切圆刀片的刀轴。
背景技术:
2.分切复卷机是将金属箔(铝箔、铜箔和钢箔等箔材)、塑料薄膜等材料进行分切并复卷成各种宽度规格的设备,其包括:放卷机构、机体及其导辊组、分切吸边机构、主传动机构、收卷轴机构和驱动电机等。该种分切复卷机需要将金属箔或塑料膜作为母卷放于放卷机构上,并以单张开卷的形式送往导辊组进行导向输送,而在此导向过程中,机体上的分切工序会通过分切机构对材料分切成各种规格宽度的带材(即正材),同时,在此分切过程中,由吸边机构的吸风咀吸取分切后的边料,而分切后的材料再通过主传动机构夹送至相应的收卷轴进行收卷。其中,在分切机构的应用中,其刀具可以采用圆盘刀上、下剪切,碟形刀上、下剪切,圆刀划切和单刀划切等多种形式。
3.中国实用新型说明书(公告号:cn205148414u)公开了用于分切机的圆刀划切机构,该圆刀划切机构对高端金属箔、塑料薄膜的圆刀片划切边部质量获得很好提高,能够降低刀片的发热量和磨损速度,减少金属粉末的产生,有效延长刀具的使用寿命,同时,也减少产品出现毛刺、荷叶边等情况。其中,说明书记载了一种刀片固定连轴8(即刀轴),刀片固定连轴上设有一圆盘8-1,圆盘装有圆形刀片,并使用锁盖10、螺丝11压紧固定。
4.随着多年的发展,圆刀片的材料和生产工艺有了很大提高,但现在的新能源动力电池正极铝箔和负极铜箔材料,对分切边部的要求越来越高,圆刀片的材质要求采用钨钢的粉末烧结,其工艺加工要求的刀口角度、端面精度以及内、外圆同心度公差小于0.003mm,安装的速度需要求更快和精度更好。因此,上述分切机的圆刀划切机构的圆刀片内孔和刀轴之间的间隙无法达到小于0.003mm,圆刀片在高速旋转时,基于精度达不到要求,圆刀片的径向跳动和轴向跳动的公差大于0.003mm,因此,分切上述材料的切边仍然会出现毛刺、波浪和切削碎等问题。
5.本发明创造人员有鉴于此,遂以多年的相关经验加以设计,从每个细节保证分切质量进行考量,经过反复多次试验、改良,作出的发明创造。
技术实现要素:
6.本发明的目的旨解决现有的圆形刀片安装速度不够快、精度不够高,对于更高要求材料进行分切时,分切薄材的边部仍然出现毛刺、波浪和切削碎屑等问题,为此,提供一种能够更快速安装圆刀片,并能提高安装精度的刀轴。
7.为了达到上述目的,本发明包括:主轴芯、轴盘和外压盖,所述轴盘的上表面中部设有供圆刀片套入的安装芯,该安装芯的内部加工成呈锥度中空体,同时将安装芯的主体分成至少四等份,所述锥度中空体内设有与之锥度配合的内垫圈,该内垫圈置入后能使安装芯向外形成膨胀,所述外压盖压紧圆刀片时一并压紧内垫圈和安装芯,并通过中部的紧
固件连接。
8.该技术方案中,圆刀片套入安装芯后,将内垫圈压入安装芯的锥度中空体内,然后通过外压盖压紧圆刀片,同时使用其中部的紧固件连接,基于安装芯分成至少四等份,即形成了至少四块均等的连体片状,利用安装芯和内垫圈的锥度配合,内垫圈压入后,迫使安装芯向外膨胀,消除与圆刀片的内圆的空隙,使圆刀片的内、外圆的同心度公差小于0.003mm,实现自定心连接,经此结构连接后,可以进一步提高圆刀片的安装速度和同心度,以及其端面精度,减少被切薄材的切边出现的毛刺、波浪、小裂口等问题,随之也进一步提高了圆刀片的划切质量,增加刀具的使用寿命,减少成本。
9.更进一步的,上述轴盘的上表面中部还设有凹孔,所述安装芯设于凹孔内,并且其上部设有高出部分,该高出部分供圆刀片套入安装。该优选的技术方案中,凹口的设置可以降低刀轴的整体重量,减少驱动电机负荷,能使刀轴的转速更加快。
10.更进一步的,上述锥度中空体的壁厚为0.1-05mm。该优选的技术方案中,锥度中空体的壁厚适中,使安装芯的主体既有所需的刚度,也有内膨胀所需的韧性,有助于安装芯更好的膨胀。
11.与现有技术相比,本发明通过安装芯的膨胀特性,解决圆刀片的内、外圆的同心度公差过大的问题,实现自定心连接,缩短其圆心校对,使圆刀片的径向跳动和轴向跳动减少,增加安装精度和速度,提高圆刀片的划切质量,延长刀具的使用寿命,减少成本的产生。
附图说明
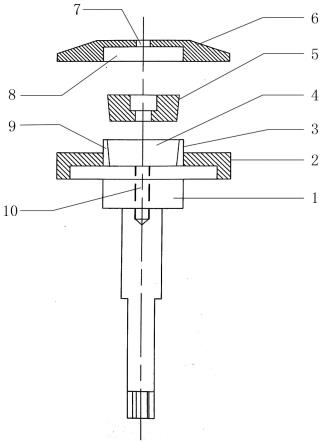
12.图1为本发明的剖视结构图。
13.图2为本发明的主轴芯俯视结构图。
具体实施方式
14.参照图1、图2,本发明包括:一主轴芯1,该主轴芯的下端与驱动电机的输出轴直接连接,或者二者也可以通过传动部件间接连接,例如:传动轮、传动带、传动齿轮组等组件,其中,驱动电机可以为同步电机、伺服电机、直流电机的任意一种;主轴芯的上端为一轴盘2,即用于承托圆刀片的刀盘或盘体,该轴盘采用圆形盘体,也可以采用五边形或以上的盘体,轴盘的上表面的中部经加工工艺设有一凹孔,以及在该凹孔的中部设置了第一连接孔10及与之同心的安装芯3,该安装芯为圆柱体,其上部高于凹孔,形成高出部分,该高出部分供圆刀片的内孔套入安装,安装芯的内部由上至下加工成一个呈锥度中空体4,同时将安装芯3的主体分割成若干等份,相当于安装芯由多个连体的片状体31组成,该处共分割成六个片状体,形如六片花瓣体,见图2;锥度中空体4进行加工时,其壁厚9设定为0.1-05mm,即锥度中空体的最上端壁厚不少于0.1mm,而最下端壁厚不大于0.5mm。锥度中空体内可以置入一个内垫圈5,该内垫圈的外部加工成一定锥度,使之与锥度中空体配合,并具有将锥度中空体4由内向外撑开的作用,即向外膨胀。在另一实施例中,轴盘2的上表面中部为平面,不进行凹孔加工,直接在其表面上加工出安装芯。
15.轴盘2的上方设置一外压盖6,该外压盖的下侧面经加工工艺设有一凹槽8,凹槽套于安装芯的上部(高出部分)后,外压盖的下侧面压向轴盘盘面,同时,外压盖的中部还设置了与第一连接孔10同心的第二连接孔7。连接时,先将圆刀片套在安装芯上并进行紧贴,然
后将内垫圈置入安装芯的锥度中空体内,最后,使用紧固螺丝依次穿过外压盖的第二连接孔7、内垫圈5后并最终到达第一连接孔10进行紧固,紧固时,除了圆刀片受到压力外,内垫圈同时受到外压盖的压力将安装芯撑开,形成向外的同心膨胀,消去圆刀片内孔的空隙,使其内、外圆的同心度公差小于0.003mm,减少圆刀片的径向跳动和轴向跳动,实现自定心连接,从而提高安装速度,安装精度也更好。
技术特征:
1.一种自定心圆刀片安装刀轴,包括:主轴芯(1)、轴盘(2)和外压盖(6),其特征在于,所述轴盘的上表面中部设有供圆刀片套入的安装芯(3),该安装芯的内部加工成呈锥度中空体(4),同时将安装芯的主体分成至少四等份,所述锥度中空体内设有与之锥度配合的内垫圈(5),该内垫圈置入后能使安装芯向外形成膨胀,所述外压盖(6)压紧圆刀片时一并压紧内垫圈和安装芯,并通过中部的紧固件连接。2.根据权利要求1所述的自定心圆刀片安装刀轴,其特征在于,所述轴盘(2)的上表面中部还设有凹孔,所述安装芯(3)设于凹孔内,并且其上部设有高出部分,该高出部分供圆刀片套入安装。3.根据权利要求1所述的自定心圆刀片安装刀轴,其特征在于,所述锥度中空体(4)的壁厚(9)为0.1-05mm。
技术总结
本发明涉及分切复卷设备的分切机构技术领域,公开一种自定心圆刀片安装刀轴,其包括:主轴芯、轴盘和外压盖,轴盘的上表面中部设有供圆刀片套入的安装芯,安装芯的内部加工成呈锥度中空体,同时将安装芯的主体分成至少四等份,锥度中空体内设有与之锥度配合的内垫圈,内垫圈置入后能使安装芯向外形成膨胀,外压盖压紧圆刀片时一并压紧内垫圈和安装芯,并通过中部的紧固件连接。通过安装芯的膨胀特性,解决圆刀片的内、外圆的同心度公差过大的问题,实现自定心连接,缩短其圆心校对,使圆刀片的径向跳动和轴向跳动减少,增加安装精度和速度,提高圆刀片的划切质量,延长刀具的使用寿命,减少成本的产生。减少成本的产生。减少成本的产生。
技术研发人员:何立华
受保护的技术使用者:何立华
技术研发日:2021.04.30
技术公布日:2022/11/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1