一种垫刀膜自动更换装置及模切机的制作方法
本发明涉及模切件加工领域,具体涉及一种垫刀膜自动更换装置及模切机。
背景技术:
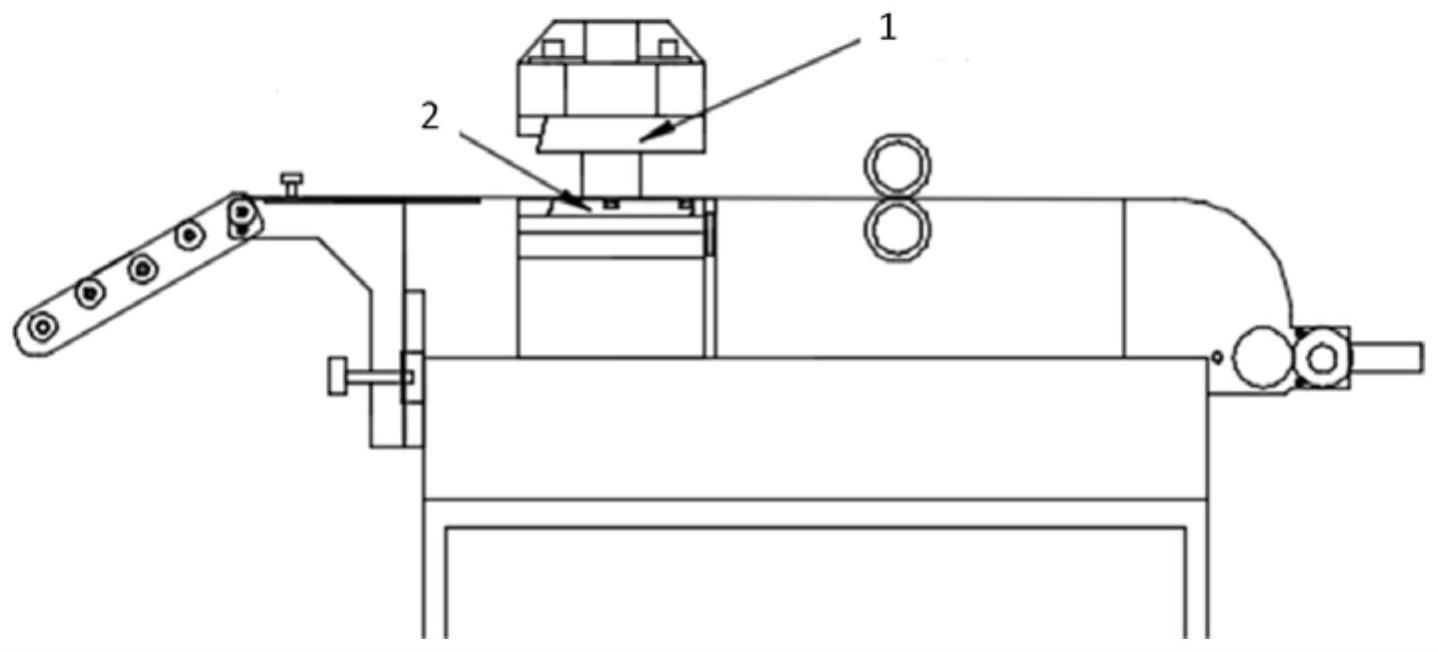
1、全自动模切机,如图1,在冲切材料时,为了避免刀模把下板切坏,在冲切前都会在下模座上垫上一层0.1-0.2mm的硬膜,以起到缓冲刀模的冲击力。但是这种垫刀膜在冲切一定数量后,刀线正下方会有凹凸不平的刀痕印,很容易使刀压不稳,造成材料有些冲切断了有些切不断。这样做出来的产品也是不良品。
2、在制作过程中冲切到一定数量后,需要将下模座卸下来手动更换垫刀膜,更换一次需要3-6分钟,及其浪费时间和人力。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种实现自动更换垫刀膜,极大缩短了更换时间的垫刀膜自动更换装置及模切机。
2、本发明的目的可以通过以下技术方案来实现:
3、一种垫刀膜自动更换装置,该装置包括:
4、放卷轴,用于放卷垫刀模,为从动轮;
5、收卷轴,用于收卷垫刀模,为主动轮;
6、伺服电机,用于驱动收卷轴;
7、至少两个外壳,分别用于固定放卷轴和收卷轴;
8、所述的放卷轴和收卷轴分开布置在外壳上,并与外壳转动连接。
9、在不需要收卷垫刀模时,可将伺服电机调小,使得垫刀模保持紧绷的状态,需要收卷时,将伺服电机调大,将用过的垫刀模收卷即可。
10、进一步地,所述的伺服电机上设有控制伺服电机功率的按钮。
11、进一步地,所述的放卷轴上设有磁粉离合器,该磁粉离合器与放卷轴连接,且与外壳相互吸引。
12、磁粉离合器相当于一个磁铁,当不需要收卷垫刀模时,由于磁粉离合器与外壳相互吸引,即使伺服电机有一定功率,也不容易带动收卷,因为收卷的力量小于最大静摩擦力,当加大伺服电机功率后,克服了最大静摩擦力,使得伺服电机能够匀速带动收卷。
13、进一步地,所述的外壳两侧设有挡板,所述的放卷轴和收卷轴与挡板穿插转动抵接。
14、进一步地,所述的垫刀模位于两侧挡板之间。
15、进一步地,所述的放卷轴和收卷轴通过垫刀模连接。
16、一种模切机,该模切机包括如上所述的垫刀膜自动更换装置、上模座和下模座,所述的更换装置安装在下模座上。
17、进一步地,所述的垫刀模位于下模座上方。
18、进一步地,所述的外壳安装在下模座两侧。
19、进一步地,所述的收卷轴位于模切件料带前进方向。
20、与现有技术相比,本发明具有以下优点:
21、(1)本发明在下模座前后端加装一个自动收放的装置,实现自动更换垫刀膜,极大的缩短了更换时间;
22、(2)本发明设有磁粉离合器,相当于一个磁铁,当不需要收卷垫刀模时,由于磁粉离合器与外壳相互吸引,即使伺服电机有一定功率,也不容易带动收卷,因为收卷的力量小于最大静摩擦力,当加大伺服电机功率后,克服了最大静摩擦力,使得伺服电机能够匀速带动收卷。
技术特征:
1.一种垫刀膜自动更换装置,其特征在于,该装置包括:
2.根据权利要求1所述的一种垫刀膜自动更换装置,其特征在于,所述的伺服电机(331)上设有控制伺服电机(331)功率的按钮(332)。
3.根据权利要求1所述的一种垫刀膜自动更换装置,其特征在于,所述的放卷轴(32)上设有磁粉离合器(321),该磁粉离合器(321)与放卷轴(32)连接,且与外壳(31)相互吸引。
4.根据权利要求1所述的一种垫刀膜自动更换装置,其特征在于,所述的外壳(31)两侧设有挡板(34),所述的放卷轴(32)和收卷轴(33)与挡板(34)穿插转动抵接。
5.根据权利要求4所述的一种垫刀膜自动更换装置,其特征在于,所述的垫刀模(4)位于两侧挡板(34)之间。
6.根据权利要求1所述的一种垫刀膜自动更换装置,其特征在于,所述的放卷轴(32)和收卷轴(33)通过垫刀模(4)连接。
7.一种模切机,其特征在于,该模切机包括如权利要求1-6任一项所述的垫刀膜自动更换装置、上模座(1)和下模座(2),所述的更换装置安装在下模座(2)上。
8.根据权利要求7所述的一种模切机,其特征在于,所述的垫刀模(4)位于下模座(2)上方。
9.根据权利要求7所述的一种模切机,其特征在于,所述的外壳(31)安装在下模座(2)两侧。
10.根据权利要求7所述的一种模切机,其特征在于,所述的收卷轴(33)位于模切件料带前进方向。
技术总结
本发明涉及一种垫刀膜自动更换装置及模切机,装置包括:放卷轴(32),用于放卷垫刀模(4);收卷轴(33),用于收卷垫刀模(4);伺服电机(331),用于驱动收卷轴(33);至少两个外壳(31),分别用于固定放卷轴(32)和收卷轴(33);所述的放卷轴(32)和收卷轴(33)分开布置在外壳(31)上,并与外壳(31)转动连接。模切机包括如上所述的垫刀膜自动更换装置、上模座(1)和下模座(2),所述的更换装置安装在下模座(2)上。与现有技术相比,本发明具有实现自动更换垫刀膜,极大缩短了更换时间等优点。
技术研发人员:蒋建国,杜月华,刘晓鹏
受保护的技术使用者:昊佰电子科技(上海)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!