一种大口径钢管管口激光等分仪及等分方法与流程
本发明涉及管道施工,尤其涉及一种大口径钢管管口激光等分仪及等分方法。
背景技术:
1、现有技术中对长输油气管道的大口径钢管进行连头时,尤其是进行管线维抢修的动火连头和管线上特殊地段的连头时,两段管道相对的管口会存在不同轴的情况,需要对钢管管口进行等分,测量每等份的斜口偏差量,根据斜口量对连接短管进行下料。管口等分时至少需要两个人使用钢卷尺圈住管口外圆测量外圆周长,根据周长进行等分,然后再将等分点延引至管口内口钝边上。此种等分方式因测量和标记方式会带来较大的误差,进而影响连接短管下料尺寸的计算精确度。
技术实现思路
1、本发明的目的在于提供一种大口径钢管管口激光等分仪及等分方法,以解决现有技术中存在的因测量和标记带来的管口等分误差较大的技术问题。
2、为了解决上述技术问题,本发明提供的技术方案在于:
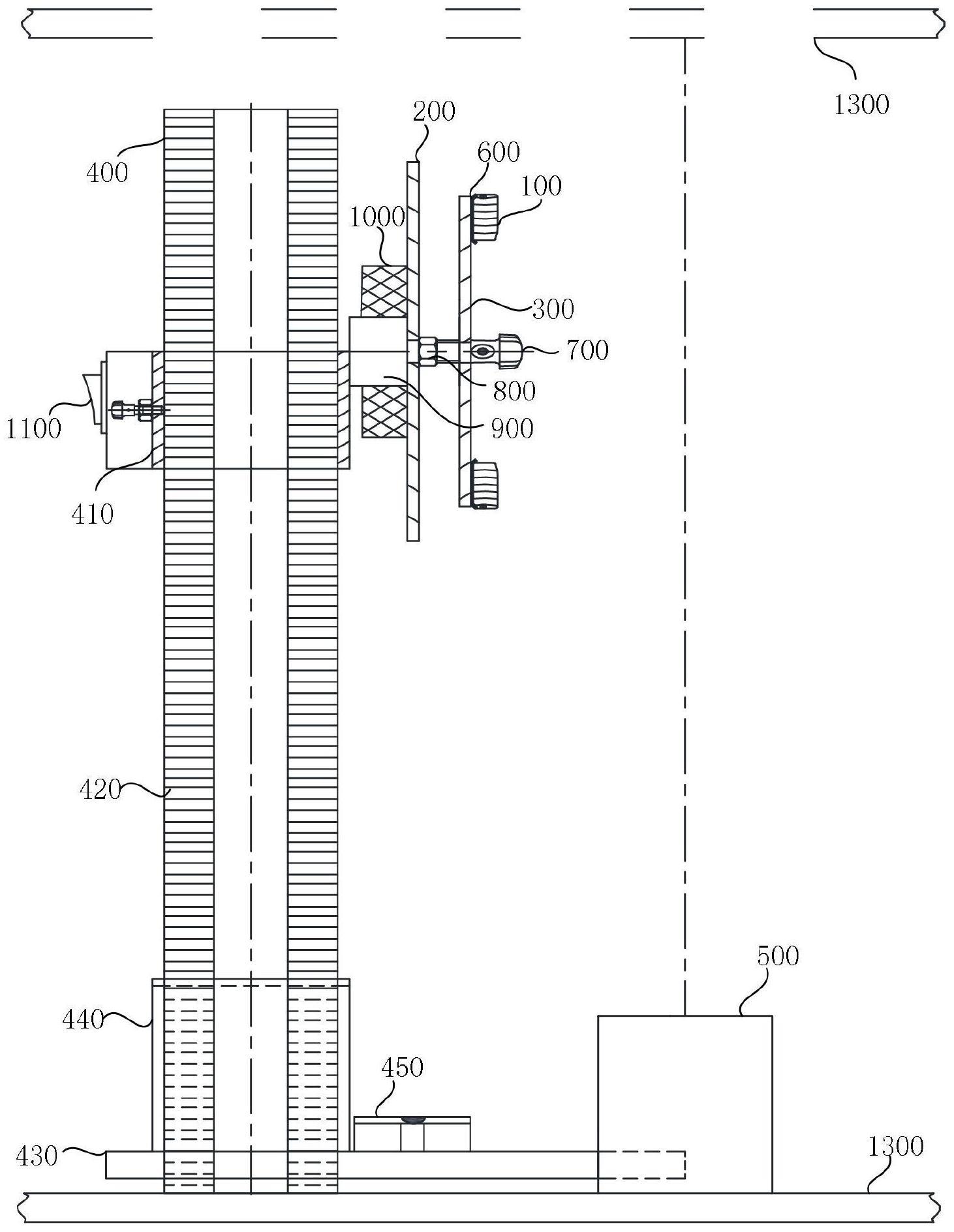
3、一种大口径钢管管口激光等分仪,包括激光灯、角度固定盘和角度旋转盘;
4、角度固定盘与钢管同轴设置,角度固定盘上设有角度刻度线;
5、角度旋转盘与角度固定盘旋转连接且与角度固定盘同轴布置,角度旋转盘设有角度刻度线;
6、激光灯设置于角度旋转盘,激光灯的光束在垂直于角度旋转盘且经过角度旋转盘的圆心的平面内。
7、进一步的,大口径钢管管口激光等分仪还包括支撑机构,支撑机构包括滑块和标尺,滑块与标尺滑动连接,滑块与角度固定盘连接,标尺竖直设置,在使用状态下与钢管内壁的底部接触。
8、进一步的,角度固定盘的轴线在滑块的上端平面内,与滑块的上端平齐。
9、进一步的,支撑机构还包括底座;标尺垂直穿过底座且在竖直方向上与底座滑动连接,在使用状态下,标尺的底端接触钢管内壁;
10、角度固定盘的轴线在底座的与钢管的轴线平行的垂直平分面内。
11、进一步的,支撑机构还包括导向套,导向套垂直设置于底座,导向套开设有内孔,标尺滑动插接于内孔。
12、进一步的,支撑机构还包括横向水平仪和纵向水平仪,横向水平仪和纵向水平仪设置在底座的上表面且互相垂直。
13、进一步的,大口径钢管管口激光等分仪还包括竖直激光尺,竖直激光尺与钢管内壁的底部接触,竖直激光尺的光束竖直照射至钢管内壁的顶部。
14、进一步的,底座上开设有缺口,缺口关于底座的与钢管的轴线平行的垂直平分面对称,竖直激光尺插入缺口中,与底座滑动连接。
15、进一步的,角度旋转盘的直径小于角度固定盘的直径,角度旋转盘的外圆设置有指针,指针指向角度固定盘上的刻度线。
16、一种使用上述大口径钢管管口激光等分仪的等分方法,其特征在于,包括如下步骤:
17、调平底座:调节横向水平仪和纵向水平仪使各自气泡均位于刻度线中间;
18、测量钢管内壁的直径:打开竖直激光尺,测量得到钢管内壁的直径d以及半径尺寸r,其中,d=2r;
19、调节角度固定盘的高度:调整滑块的位置,使滑块上端平面对准的标尺的刻度尺寸与半径r尺寸一致,此时角度固定盘的轴线与钢管的轴线重合;
20、标定初始点位:打开激光灯,调整角度旋转盘上的刻度,使角度旋转盘上的360°刻度线对准角度固定盘上的360°刻度线,此时激光灯的光束照射至钢管管口内壁上的位置为初始点位;
21、标记等分点位:根据要等分的份数n计算角度旋转盘每一次的旋转角度360°/n,按照计算的角度360°/n旋转角度旋转盘,每旋转一次后以激光灯的光束照射至钢管管口内壁上光线为等分线。
22、综合上述技术方案,本发明所能实现的技术效果在于:
23、本发明提供了一种大口径钢管管口激光等分仪,包括:角度固定盘、角度旋转盘和激光灯;角度固定盘与钢管同轴设置,角度固定盘上设有角度刻度;角度旋转盘与角度固定盘旋转连接且与角度固定盘同轴布置,角度旋转盘上设有角度刻度线;激光灯所述激光灯设置于角度旋转盘,激光灯的光束在垂直于角度旋转盘且经过角度旋转盘的圆心的平面内。
24、旋转角度旋转盘进而带动激光灯旋转,使激光灯束照射至钢管内壁上的位置改变,根据钢管管口需要等分的份数计算激光灯的旋转角度,按计算角度旋转角度旋转盘并通过角度固定盘上的刻度确定旋转到位,激光灯的光束照射至钢管内壁上的光线即为等分线,使用记号笔直接在钢管内壁上按照等分线标记完成等分,避免了卷尺测量和延长画线引起的误差,提高了等分的精确度。
技术特征:
1.一种大口径钢管管口激光等分仪,其特征在于,包括激光灯(100)、角度固定盘(200)和角度旋转盘(300);
2.根据权利要求1所述的大口径钢管管口激光等分仪,其特征在于,还包括支撑机构(400),所述支撑机构(400)包括滑块(410)和标尺(420),所述滑块(410)与所述标尺(420)滑动连接,所述滑块(410)与所述角度固定盘(200)连接,所述标尺(420)竖直设置,在使用状态下与钢管内壁的底部接触。
3.根据权利要求2所述的大口径钢管管口激光等分仪,其特征在于,所述角度固定盘(200)的轴线在所述滑块(410)的上端平面内,与所述滑块(410)的上端平齐。
4.根据权利要求3所述的大口径钢管管口激光等分仪,其特征在于,所述支撑机构(400)还包括底座(430);
5.根据权利要求4所述的大口径钢管管口激光等分仪,其特征在于,所述支撑机构(400)还包括导向套(440),所述导向套(440)垂直设置于所述底座(430),所述导向套(440)开设有内孔,所述标尺(420)滑动插接于所述内孔。
6.根据权利要求5所述的大口径钢管管口激光等分仪,其特征在于,所述支撑机构(400)还包括横向水平仪(450)和纵向水平仪(460),所述横向水平仪(450)和所述纵向水平仪(460)设置在所述底座(430)的上表面且互相垂直。
7.根据权利要求6所述的大口径钢管管口激光等分仪,其特征在于,还包括竖直激光尺(500),所述竖直激光尺(500)与钢管内壁的底部接触,所述竖直激光尺(500)的光束竖直照射至钢管内壁的顶部。
8.根据权利要求7所述的大口径钢管管口激光等分仪,其特征在于,所述底座(430)上开设有缺口,所述缺口关于所述底座(430)的与钢管的轴线平行的垂直平分面对称,所述竖直激光尺(500)插入所述缺口中,与所述底座(430)滑动连接。
9.根据权利要求8所述的大口径钢管管口激光等分仪,其特征在于,所述角度旋转盘(300)的直径小于所述角度固定盘(200)的直径,所述角度旋转盘(300)的外圆设置有指针,所述指针指向所述角度固定盘(200)上的刻度线。
10.一种使用如权利要求9所述的一种大口径钢管管口激光等分仪的等分方法,其特征在于,包括如下步骤:
技术总结
本发明涉及管道施工技术领域,尤其涉及一种大口径钢管管口激光等分仪及等分方法,该大口径钢管管口激光等分仪包括激光灯、角度固定盘和角度旋转盘,角度固定盘与钢管同轴设置,角度固定盘上设有角度刻度线;角度旋转盘与角度固定盘旋转连接并与角度固定盘同轴布置,角度旋转盘设有角度刻度线;激光灯设置于角度旋转盘,激光灯的光束在垂直于角度旋转盘且经过角度旋转盘的圆心的平面内。解决了现有等分方式误差较大的技术问题。
技术研发人员:张永川,王强,邵洪波,唐远刚,闫光宁,韩阳,张西雷,薛慧
受保护的技术使用者:中国石油管道局工程有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!