一种扭簧铰链组装夹具的制作方法
1.本实用新型涉及铰链组装机械领域,特别涉及一种扭簧铰链组装夹具。
背景技术:
2.参照图1所示,现有的铰链包括臂身组件1、杯头2,臂身组件1的一端具有摆动设置的四孔件11、叠片12和扭簧13,杯头2上具有分别与四孔件11、叠片12相匹配的通孔,并通过u钉21将三者连接在一起,为了使杯头2相对臂身组件1具有弹力,在进行杯头2和臂身组件1的装配时,需要将扭簧13的一端压至u钉21下方再放入杯头2进行安装,压动扭簧13的过程中需要将扭簧13的一端横向摆动再竖向下压,导致压动扭簧13的驱动结构复杂,并且由于还需留出空间供杯头2下降进行装配,使得驱动结构的空间更小,因此现有的铰链组装机构中压动扭簧13端部的驱动机构小而复杂,稳定性差,导致整体装配效率低下。
技术实现要素:
3.本实用新型实施例所要解决的技术问题在于,提供一种扭簧铰链组装夹具,可以将扭簧端部的位置锁止,从而可以简化或去除压动扭簧端部的驱动机构,大大提升了稳定性和装配效率。
4.为达到上述目的,本实用新型公开了一种扭簧铰链组装夹具,包括基座和挡块,所述基座顶面具有用于容纳臂身的臂身定位面,所述臂身定位面与所述臂身表面形状相匹配,所述挡块的一端滑动插装于所述基座上,所述挡块滑动至贴近所述基座时,所述挡块的另一端位于所述臂身定位面上方且位于扭簧上方,使所述扭簧的端部保持在一定高度。
5.优选的,所述臂身定位面包括底定位面和侧定位面,所述底定位面与臂身底面形状相匹配,所述侧定位面与臂身侧面形状相匹配。
6.优选的,所述基座包括主体和定位块,所述底定位面设置于所述主体顶面,所述定位块可拆卸地设置于所述主体两侧,所述定位块侧壁作为所述侧定位面。
7.优选的,还包括臂身压块,所述臂身压块的一端滑动插装于所述基座上,所述臂身压块的滑动方向朝向所述臂身定位面,所述臂身压块的另一端伸出所述基座用于将臂身压紧在所述臂身定位面内。
8.优选的,还包括杯头定位面,所述杯头定位面设置于所述基座的顶面且为与所述臂身定位面的一侧,所述杯头定位面与杯头表面形状相匹配。
9.优选的,还包括杯头压块,所述杯头压块可弹性摆动地设置于所述基座上,所述杯头压块的一端朝向所述杯头定位面用于将杯头压紧在所述杯头定位面内。
10.优选的,还包括定位柱,所述定位柱设置于所述基座上,所述定位柱与臂身上的定位孔相匹配。
11.相比于现有技术,本实用新型的有益效果在于:
12.通过设置臂身定位面容纳和限制臂身,并设置挡块从而将扭簧限制在一定高度位置,使得杯头下降进行装配时扭簧保持在应处的高度位置,从而不必在杯头装配时设置复
杂的扭簧压动机构,确保了装配的稳定性和效率;
13.通过将基座分为主体和定位块,且将侧定位面设置在定位块上,通过更换定位块可容纳不同宽度的臂身,侧定位面与底定位面分开加工也更有利于提高加工精度,从而提高定位精度和装配精度;
14.通过将臂身定位面设置为底定位面和侧定位面构成的凹位,使得臂身可以陷在臂身定位面中,又通过设置臂身压块于臂身定位面一侧滑动,使得当臂身压块远离臂身定位面时,臂身有更大的空间进入臂身定位面,当臂身压块贴近臂身定位面时,臂身侧面和底面均被定位贴紧,定位更充分更稳定;
15.通过设置杯头定位面和弹性摆动的杯头压块,使得杯头可以稳定定位于杯头定位面内,便于进一步与臂身进行装配;
16.通过设置定位柱与臂身上的定位孔相匹配进行定位,进一步确保定位精度。
附图说明
17.图1为现有铰链整体结构示意图;
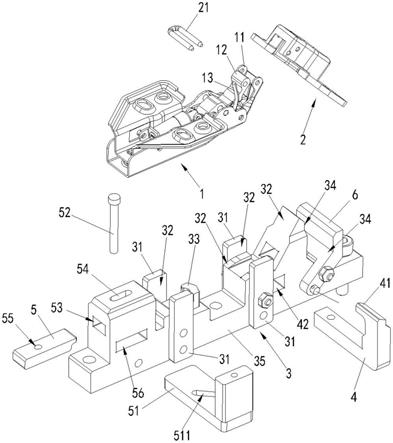
18.图2为本实用新型实施例整体结构示意图;
19.图3为本实用新型实施例整体结构装配关系示意图。
具体实施方式
20.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合图1-图3的附图对本实用新型作进一步地详细描述。
21.参照图1所示,现有的铰链包括臂身组件1、杯头2,臂身组件1的一端具有摆动设置的四孔件11、叠片12和扭簧13,杯头2上具有分别与四孔件11、叠片12相匹配的通孔,并通过u钉21将三者连接在一起,为了使杯头2相对臂身组件1具有弹力,在进行杯头2和臂身组件1的装配时,需要将扭簧13的一端压至u钉21下方再放入杯头2进行安装。
22.参照图2-3所示,一种扭簧铰链组装夹具,包括基座3和挡块4,基座3顶面具有用于容纳臂身组件1的臂身定位面32,臂身定位面32与臂身组件1表面形状相匹配,基座3包括主体35和定位块31,底定位面设置于主体35顶面,定位块31可拆卸地设置于主体35两侧,定位块31侧壁作为侧定位面,底定位面与臂身组件1底面形状相匹配,侧定位面与臂身组件1侧面形状相匹配,底定位面和侧定位面共同构成臂身定位面32。
23.基座3上还滑动插装有臂身压块5,臂身压块5的滑动插装于主体35上的第一通孔53中,臂身压块5的滑动方向朝向臂身定位面32,臂身压块5的另一端伸出主体35用于将臂身组件1压紧在多个臂身定位面32构成的凹位内,主体35于第一通孔53下方具有与第一通孔53正交的第二通孔56,联动块51滑动插装于第二通孔56中,联动块51上设置有与第一通孔53斜交的联动通孔511,主体35于第一通孔53上方还具有第三通孔54联通主体35的顶面、第一通孔53和第二通孔56,臂身压块5上具有插销孔55,插销52从主体35顶面的第三通孔54穿过插入臂身压块5上的插销孔55再插入联动块51上的联动通孔511,使得联动块511沿第二通孔56横向移动时,联动臂身压块5沿第一通孔53轴向移动。
24.基座3的主体35于臂身定位面32构成的凹位的一侧设置有杯头定位面34,用于容纳杯头2,杯头定位面34与杯头2表面形状相匹配,主体35于杯头定位面34处可弹性摆动地
设置有杯头压块6,杯头压块6的一端朝向杯头定位面34用于将杯头2压紧在杯头定位面34内,杯头压块6与杯头2接触的端面也作为杯头定位面34用于定位。
25.基座3的主体35中部设置有定位柱33,定位柱33与臂身组件1上的定位孔相匹配实现定位。
26.基座3的主体35上滑动插装有挡块4,主体35上具有挡块通孔42,挡块4的一端滑动插装于挡块通孔42中,挡块4的另一悬臂端41悬于臂身定位面32构成的凹位上方,杯头2与臂身组件1进行装配时,挡块4先滑动至远离主体35的位置,腾出空间供臂身组件1从顶面落入臂身定位面32构成的凹位中,随后驱动机构或人手将扭簧13的一端下压至装配时应处的位置,并将挡块4滑动至贴近主体35,此时挡块4的悬臂端41位于臂身定位面32构成的凹位上方且位于扭簧13上方,从而使扭簧13的端部保持下压在一定高度。
27.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种扭簧铰链组装夹具,其特征在于,包括基座和挡块,所述基座顶面具有用于容纳臂身的臂身定位面,所述臂身定位面与所述臂身表面形状相匹配,所述挡块的一端滑动插装于所述基座上,所述挡块滑动至贴近所述基座时,所述挡块的另一端位于所述臂身定位面上方且位于扭簧上方,使所述扭簧的端部保持在一定高度。2.根据权利要求1所述的扭簧铰链组装夹具,其特征在于,所述臂身定位面包括底定位面和侧定位面,所述底定位面与臂身底面形状相匹配,所述侧定位面与臂身侧面形状相匹配。3.根据权利要求2所述的扭簧铰链组装夹具,其特征在于,所述基座包括主体和定位块,所述底定位面设置于所述主体顶面,所述定位块可拆卸地设置于所述主体两侧,所述定位块侧壁作为所述侧定位面。4.根据权利要求1所述的扭簧铰链组装夹具,其特征在于,还包括臂身压块,所述臂身压块的一端滑动插装于所述基座上,所述臂身压块的滑动方向朝向所述臂身定位面,所述臂身压块的另一端伸出所述基座用于将臂身压紧在所述臂身定位面内。5.根据权利要求1所述的扭簧铰链组装夹具,其特征在于,还包括杯头定位面,所述杯头定位面设置于所述基座的顶面且为与所述臂身定位面的一侧,所述杯头定位面与杯头表面形状相匹配。6.根据权利要求5所述的扭簧铰链组装夹具,其特征在于,还包括杯头压块,所述杯头压块可弹性摆动地设置于所述基座上,所述杯头压块的一端朝向所述杯头定位面用于将杯头压紧在所述杯头定位面内。7.根据权利要求1所述的扭簧铰链组装夹具,其特征在于,还包括定位柱,所述定位柱设置于所述基座上,所述定位柱与臂身上的定位孔相匹配。
技术总结
本实用新型公开了一种扭簧铰链组装夹具,包括基座和挡块,所述基座顶面具有用于容纳臂身的臂身定位面,所述臂身定位面与所述臂身表面形状相匹配,所述挡块的一端滑动插装于所述基座上,所述挡块滑动至贴近所述基座时,所述挡块的另一端位于所述臂身定位面上方且位于扭簧上方,使所述扭簧的端部保持在一定高度。本实用新型可以将扭簧端部的位置锁止,从而可以简化或去除压动扭簧端部的驱动机构,大大提升了稳定性和装配效率。升了稳定性和装配效率。升了稳定性和装配效率。
技术研发人员:皮伟 胡学武
受保护的技术使用者:揭阳市易捷智能装备有限公司
技术研发日:2021.04.23
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1