一种丝杆进给机构装配调整装置的制作方法
1.本实用新型属于精密加工机床技术领域,特别涉及一种丝杆进给机构装配调整装置。
背景技术:
2.在采用滚珠丝杆进给系统的数控机床,其各坐标轴的定位精度不仅受滚珠丝杆制造精度的直接影响,而且也直接受丝杆在工作过程中由于温升引起热伸长的影响。为了提高机床的定位精度并使机床在工作过程中保持其定位精度,在对进给机构进行装配时,在保证对丝杆进行预拉伸同时要保证支承轴承的预紧就尤为重要。而在实际装配时,可能丝杆拉预拉伸量合格了,但是轴承预紧不到位,也有可能轴承预紧力够了,而丝杆预拉伸量又没有达到要求。
技术实现要素:
3.为了克服以上技术问题,本实用新型的目的在于提供一种丝杆进给机构装配调整装置,采用一种工装隔套的方法来对滚珠丝杆进给机构进行装配,有效保证进给机构的装配精度,进而保证机床坐标轴的定位精度。
4.为了实现上述目的,本实用新型采用的技术方案是:
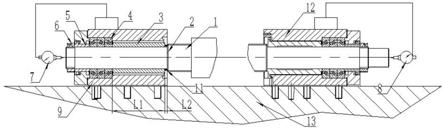
5.一种丝杆进给机构装配调整装置,包括滚珠丝杆1,滚珠丝杆1 右端头是电机座组件12,滚珠丝杆1左端头是丝杆座9,丝杆座9与电机座组件12均与基体13固定连接,所述丝杆座9内依次装有工装隔圈3、轴承4、零件短隔圈5以及锁紧螺母6。
6.所述工装隔圈3与滚珠丝杆台阶面2之间留有间隙,对滚珠丝杆 1进行预拉伸,滚珠丝杆1预拉伸量达到要求后,在工装隔圈3与滚珠丝杆台阶面2之间放置顶紧工具11,使工装隔圈3靠紧轴承4。
7.所述顶紧工具11包括小螺钉11-1和小螺母11-2。
8.所述轴承4与滚珠丝杆台阶面2之间安装零件长隔圈10,所述轴承4与滚珠丝杆台阶面2之间在滚珠丝杆1拉伸前安装工装隔圈3。
9.所述滚珠丝杆1两端头分别放置
①
号百分表7和
②
号百分表8。
10.本实用新型的有益效果。
11.在滚珠丝杆4两端头同时设置百分表对滚珠丝杆的拉伸量进行测量计算,可以准确的得出滚珠丝杆具体的拉伸量。在滚珠丝杆拉伸前用工装隔圈3代替零件长隔圈10装入进给机构,拉伸后根据实测尺寸对零件长隔圈10的尺寸进行调整,可在保证滚珠丝杆1的预拉伸量的同时,保证轴承4的预紧力。
附图说明:
12.图1为本实用新型安装调整示意图。
13.图2为本实用新型结构示意图。
14.图3为本实用新型顶紧工具示意图。
15.图中,1——滚珠丝杆;2——滚珠丝杆台阶面;3——工装隔圈; 4——轴承;5——零件短隔圈;6——锁紧螺母;7——
①
号百分表;8——
②
号百分表;9——丝杆座;10——零件长隔圈,11——顶紧工具,11-1——螺钉,11-2——螺母;12——电机轴承座组件;12——基体。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.如图1-3所示,本实用新型是通过如下技术方案实现的:一种滚珠丝杆进给机构,滚珠丝杆1两端头的支承轴承4两侧都设有隔圈(零件短隔圈5和零件长隔圈10),当锁紧螺母6拧紧时,两个隔圈是通过滚珠丝杆台阶面2和锁紧螺母6把轴承4两端面夹紧,即两个隔圈都在传递锁紧螺母6对轴承4的预紧力。一种工装隔圈3,代替零件长隔圈 10装入进给机构,滚珠丝杆1另一端的电机轴承座组件9装配到位。在此情况下对滚珠丝杆1进行预拉伸,丝杆预拉伸量达到要求后,测量工装隔圈3与丝杆阶面2之间的间隙,配磨零件长隔圈10,再将配好的零件长隔圈10装入进给机构,用力矩扳手对锁紧螺母6进行预紧,即可在保证滚珠丝杆1的预拉伸量的同时,保证轴承4的预紧力。
18.本实用新型还提供了一种测量滚珠丝杆拉伸量的方法:在滚珠丝杆1两端头分别放置
①
号百分表7和
②
号百分表8,两个百分表指针置零。在对滚珠丝杆1进行预拉伸后,分别记录两个百分表指针指向的数值,这两个数值的差值的绝对值,就是滚珠丝杆1的实际拉升量。
19.本实用新型还提供了一种测量、计算零件长隔圈10实际需求长度l的方法:测量工装隔圈的长度,记为l1。把工装隔圈3代替零件长10隔圈装入进给机构,同时,滚珠丝杆1另一端的电机轴承座组件9必须装配到位。在此情况下对滚珠丝杆1进行预拉伸,丝杆预拉伸量达到要求后,用小螺钉11-1和小螺母11-2组合成3个小型顶紧工具11,置于工装隔圈3与滚珠丝杆台阶面2之间,顶紧工装隔圈3,使之贴近轴承4端面。测量工装隔圈3与丝杆阶面2之间的间隙,记为l2,零件长隔圈10的实际需求厚度l=l1+l2。
技术特征:
1.一种丝杆进给机构装配调整装置,其特征在于,包括滚珠丝杆(1),滚珠丝杆(1)右端头是电机座组件(12),滚珠丝杆(1)左端头是丝杆座(9),丝杆座(9)与电机座组件(12)均与基体(13)固定连接,所述丝杆座(9)内依次装有工装隔圈(3)、轴承(4)、零件短隔圈(5)以及锁紧螺母(6)。2.根据权利要求1所述的一种丝杆进给机构装配调整装置,其特征在于,所述工装隔圈(3)与滚珠丝杆台阶面(2)之间留有间隙,对滚珠丝杆(1)进行预拉伸,滚珠丝杆(1)预拉伸量达到要求后,在工装隔圈(3)与滚珠丝杆台阶面(2)之间放置顶紧工具(11),使工装隔圈(3)靠紧轴承(4)。3.根据权利要求2所述的一种丝杆进给机构装配调整装置,其特征在于,所述顶紧工具(11)包括小螺钉(11-1)和小螺母(11-2)。4.根据权利要求1所述的一种丝杆进给机构装配调整装置,其特征在于,所述轴承(4)与滚珠丝杆台阶面(2)之间安装零件长隔圈(10),所述轴承(4)与滚珠丝杆台阶面(2)之间在滚珠丝杆(1)拉伸前安装工装隔圈(3)。5.根据权利要求1所述的一种丝杆进给机构装配调整装置,其特征在于,所述滚珠丝杆(1)两端头分别放置
①
号百分表(7)和
②
号百分表(8)。
技术总结
一种丝杆进给机构装配调整装置,包括滚珠丝杆,滚珠丝杆右端头是电机座组件,滚珠丝杆左端头是丝杆座,丝杆座与电机座组件均与基体固定连接,所述丝杆座内依次装有工装隔圈、轴承、零件短隔圈以及锁紧螺母。本实用新型采用一种工装隔套的方法来对滚珠丝杆进给机构进行装配,有效保证进给机构的装配精度,进而保证机床坐标轴的定位精度。证机床坐标轴的定位精度。证机床坐标轴的定位精度。
技术研发人员:蒋维 崔岗卫 郝兆朋 张文坤 王少林 李照山 林树海 罗俊波 施兆伟 鄢皓 陈正祥 李佳 宝世永 王菁 李新水 吴海舰 宁秀月 申航魁
受保护的技术使用者:沈机集团昆明机床股份有限公司
技术研发日:2021.08.25
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1