一种压铸件定位工装的制作方法
1.本实用新型涉及压铸件加工领域,具体涉及为一种压铸件定位工装。
背景技术:
2.常规的定位工装只能满足对规则压铸件的定位,当对于异形压铸件或具有多个曲面特征的不规则压铸件进行定位时,难以达到精准定位,定位难度较大,从而影响压铸件的后续加工;
3.对于此类定位较困难的压铸件,在生产加工过程中一般都会留有工艺孔以方便定位,工艺孔定位时通常与定位销配合使用,为保证定位精度,一般定位销与工艺孔之间间隙都很小,导致定位工装与压铸件的拆装十分不便,延误生产交期,无法满足生产需求。
技术实现要素:
4.本实用新型的目的是:提供一种压铸件定位工装,以解决上述背景技术中提出的问题。
5.为了实现上述目的,本实用新型提供如下的技术方案:一种压铸件定位工装,包括底板,所述底板上端设有仿形定位座,所述仿形定位座相对位置设有定位柱,所述仿形定位座两侧分别设置有第一侧固定组件和第二侧固定组件,所述第一侧固定组件上设有限位螺栓,所述第二侧固定组件包括固定座,所述固定座上端设有第一顶紧销和调节螺栓,所述第一顶紧销上端设有锁紧块,所述固定块靠近所述仿形定位座的一侧设有第二顶紧销。
6.优选的,所述仿形定位座上端开设有弧形槽,所述弧形槽两端均为圆弧角。
7.优选的,所述锁紧块上开设有条形通槽,所述锁紧块下端开设有与所述第一顶紧销相匹配的凹槽。
8.优选的,所述调节螺栓上套设有弹簧,所述调节螺栓贯穿所述锁紧块。
9.优选的,所述第一侧固定组件为l型,所述第一侧固定组件垂直面上开设有与所述限位螺栓相匹配的螺纹孔。
10.优选的,所述定位柱下端设有套筒座,所述套筒座与所述底板固定连接。
11.本实用新型的有益效果为:一种压铸件定位工装,利用仿形定位座、定位柱、限位螺栓和锁紧块等定位机构代替了定位销,使压铸件能够自动定位,且定位精度满足需求,本设计结构简洁,拆装方便,灵活使用,提高了生产效率,满足生产需求。
附图说明
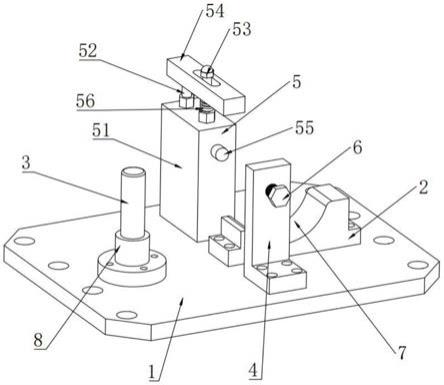
12.图1为本实用新型的整体结构示意图;
13.图2为本实用新型的另一角度整体结构示意图;
14.图3为本实用新型的锁紧块结构示意图。
15.图中:1-底板,2-仿形定位座,3-定位柱,4-第一侧固定组件,5-第二侧固定组件,51-固定座,52-第一顶紧销,53-调节螺栓,54-锁紧块,541-条形通槽,542-凹槽,55-第二顶
紧销,56-弹簧,6-限位螺栓,7-弧形槽,8-套筒座。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
17.参考图1-3所示,一种压铸件定位工装,包括底板1,底板1上端设有仿形定位座2,用于固定压铸件下端圆弧面,仿形定位座2相对位置设有定位柱3,用于支撑和固定压铸件孔位,仿形定位座2两侧分别设置有第一侧固定组件4和第二侧固定组件5,第一侧固定组件4上设有限位螺栓6,利用限位螺栓6对压铸件侧面进行限位固定,第二侧固定组件5包括固定座51,固定座51上端设有第一顶紧销52和调节螺栓53,第一顶紧销52上端设有锁紧块54,通过第一顶紧销52和调节螺栓53调整锁紧块54高度,对压铸件上端进行定位,固定块51靠近仿形定位座2的一侧设有第二顶紧销55,对压铸件另一侧面进行限位。
18.优选的,仿形定位座2上端开设有弧形槽7,弧形槽7与压铸件底部形状相匹配,弧形槽7两端均为圆弧角,具有避让作用。
19.优选的,锁紧块54上开设有条形通槽541,调节螺栓53通过条形通槽541调整锁紧块54垂直高度,锁紧块54下端开设有与第一顶紧销52相匹配的凹槽542,第一顶紧销52上端位于凹槽542内,用于固定锁紧块54水平位置。
20.优选的,调节螺栓53上套设有弹簧56,调节螺栓53贯穿锁紧块54,弹簧56对锁紧块54起缓冲和自动复位作用。
21.优选的,第一侧固定组件4为l型,第一侧固定组件4垂直面上开设有与限位螺栓6相匹配的螺纹孔,通过拧动限位螺栓6调节横向限位距离。
22.优选的,定位柱3下端设有套筒座8,套筒座8与底板1固定连接,用于支撑定位柱3,且套筒座8上端面高度与压铸件下端面高度相匹配。
23.将压铸件下端分别放置于仿形固定座2和定位柱3上,定位柱3穿过压铸件孔位进行固定,并且使压铸件侧面与第二顶紧销55接触,随后拧紧另一侧的限位螺栓6直至螺栓顶住压铸件侧面,达到两侧固定的作用,最后通过调节螺栓53将锁紧块54高度调整至于压铸件上端面一致进行固定。
24.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种压铸件定位工装,包括底板(1),其特征在于:所述底板(1)上端设有仿形定位座(2),所述仿形定位座(2)相对位置设有定位柱(3),所述仿形定位座(2)两侧分别设置有第一侧固定组件(4)和第二侧固定组件(5),所述第一侧固定组件(4)上设有限位螺栓(6),所述第二侧固定组件(5)包括固定座(51),所述固定座(51)上端设有第一顶紧销(52)和调节螺栓(53),所述第一顶紧销(52)上端设有锁紧块(54),所述固定块(51)靠近所述仿形定位座(2)的一侧设有第二顶紧销(55)。2.根据权利要求1所述的一种压铸件定位工装,其特征在于:所述仿形定位座(2)上端开设有弧形槽(7),所述弧形槽(7)两端均为圆弧角。3.根据权利要求1所述的一种压铸件定位工装,其特征在于:所述锁紧块(54)上开设有条形通槽(541),所述锁紧块(54)下端开设有与所述第一顶紧销(52)相匹配的凹槽(542)。4.根据权利要求1所述的一种压铸件定位工装,其特征在于:所述调节螺栓(53)上套设有弹簧(56),所述调节螺栓(53)贯穿所述锁紧块(54)。5.根据权利要求1所述的一种压铸件定位工装,其特征在于:所述第一侧固定组件(4)为l型,所述第一侧固定组件(4)垂直面上开设有与所述限位螺栓(6)相匹配的螺纹孔。6.根据权利要求1所述的一种压铸件定位工装,其特征在于:所述定位柱(3)下端设有套筒座(8),所述套筒座(8)与所述底板(1)固定连接。
技术总结
本实用新型涉及一种压铸件定位工装,包括底板,底板上端设有仿形定位座,仿形定位座相对位置设有定位柱,仿形定位座两侧分别设置有第一侧固定组件和第二侧固定组件,第一侧固定组件上设有限位螺栓,第二侧固定组件包括固定座,固定座上端设有第一顶紧销和调节螺栓,第一顶紧销上端设有锁紧块,固定块靠近仿形定位座的一侧设有第二顶紧销。本实用新型的有益效果是:利用仿形定位座、定位柱、限位螺栓和锁紧块等定位机构代替了定位销,使压铸件能够自动定位,且定位精度满足需求,本设计结构简洁,拆装方便,灵活使用,提高了生产效率,满足生产需求。求。求。
技术研发人员:孙霏霏 何明利 严少华
受保护的技术使用者:苏州嘉都机械科技有限公司
技术研发日:2021.11.15
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1