一种FPC冲型出料模具的制作方法
一种fpc冲型出料模具
技术领域
1.本实用新型涉及fpc加工模具技术领域,具体涉及一种fpc冲型出料模具。
背景技术:
2.柔性电路板是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板,简称软板或fpc。fpc在冲型加工时,原因的fpc冲型模具完成一次冲型时,产品停留在下模的模板表面,再由冲切人员用粘棒从模具表面粘起fpc产品,再把产品放入托盘,传统的模具结构(如图1所示)包括上模1’和下模2’,上模1’上设置有脱料板11’,下模2’上设置有凹模板21’,完成一个冲型过程持续时间较长,在粘产品和放产品的过程中,会造成产品的打痕、折痕、翘曲等问题,导致产品容易出现不良品,且冲切效率较低。
3.有鉴于此,本实用新型针对上述中未臻完善所导致的诸多缺失及不便,而深入构思,且积极研究改良试做而开发设计出本实用新型。
技术实现要素:
4.本实用新型的目的在于针对现有技术的缺陷和不足,提供一种能够提高良品率、提高冲切效率的fpc冲型出料模具。
5.为实现上述目的,本实用新型采用以下技术方案是:
6.一种fpc冲型出料模具,其包括上模及下模,所述上模的内部设置有顶料气缸及顶料板,所述顶料气缸与顶料板连接,所述上模与下模之间设置有供fpc加工片放置的型腔。
7.进一步,所述顶料气缸通过气管与冲床的气源连接。
8.进一步,所述上模包括盖板、垫脚及凹模板,所述垫脚设置在盖板与凹模板之间,盖板、垫脚及凹模板之间形成一容置腔,所述顶料气缸及顶料板设置在所述容置腔内。
9.进一步,所述盖板上设置有模柄。
10.进一步,所述凹模板上设置有顶件,所述凹模的两端设置有凹槽。
11.进一步,所述下模包括脱料板、夹板及下底板,所述夹板设置在下底板上,所述脱料板设置在夹板上,所述脱料板及夹板的两端通过导柱固定在下底板上,所述导柱的一端穿设于所述凹槽内,所述凹槽与导柱活动连接。
12.进一步,所述脱料板上设置有多个定位销。
13.进一步,所述顶料板设置在所述凹模板的顶面。
14.采用上述技术方案后,本实用新型通过顶料气缸控制fpc产品的出料,操作者可以控制产品接入托盘的时机,利用顶料气缸推动顶料板顶出产品,能够提高冲切的效率,出料时,不需要再用粘棒从模具表面粘起fpc产品,再把产品放入托盘,避免了原有取料时在粘产品和放产品的过程中,会造成产品的打痕、折痕、翘曲的问题,提高了良品率。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例
或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
16.图1是现有模具结构示意图。
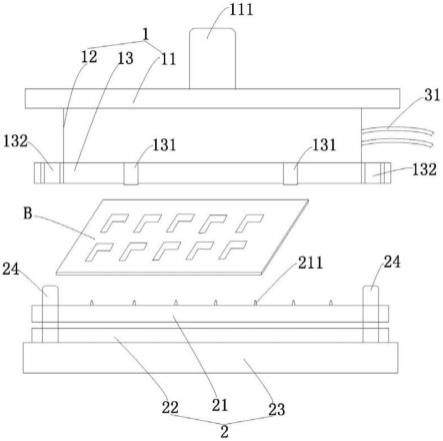
17.图2是本实用新型的结构示意图。
18.图3是本实用新型的侧视图。
具体实施方式
19.为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
20.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
21.参看图2-图3所示,本实用新型揭示了一种fpc冲型出料模具,其包括上模1、下模2、顶料气缸3及顶料板4。
22.所述上模1的内部设置有顶料气缸3及顶料板4,所述顶料气缸3与顶料板4连接,所述上模1与下模2之间设置有供fpc加工片放置的型腔a。
23.所述上模1包括盖板11、垫脚12及凹模板13,所述垫脚12设置在盖板11与凹模板13之间,垫脚12的数量为二,分别位于凹模板13及盖板11的两端,盖板11、垫脚12及凹模板13之间形成一容置腔14,所述顶料气缸3及顶料板4设置在容置腔14内。
24.所述盖板11的上表面上设置有模柄111。
25.所述凹模板13上设置有多个顶件131,所述凹模13的两端各设置有一凹槽132。
26.所述顶料气缸3与顶料板4连接,顶料气缸3通过气管31与冲床的气源连接,顶料气缸3通过气阀控制,所述顶料板4设置在所述凹模板13的顶面,气阀驱动顶料气缸3,顶料气缸3推动顶料板4,顶料板4将凹模板13上的顶件131顶出,顶件131顶出时将fpc的成品顶出。
27.所述顶料气缸3的数量为二,两个顶料气缸3能够使顶料板4在顶料气缸3的驱动下平衡顶料。
28.所述下模2包括脱料板21、夹板22及下底板23,所述夹板22设置在下底板23上,所述脱料板21设置在夹板22上,所述脱料板21及夹板22的两端通过导柱24固定在下底板23上,所述导柱24的一端穿设于所述凹槽132内,所述凹槽132与导柱24活动连接。
29.所述脱料板21上设置有多个定位销211,定位销211用于对待加工的fpc加工片进行定位。
30.上模1和下模2合模时,凹模板13与脱料板21之间形成型腔a,型腔a用于放置fpc加工片。
31.冲型加工时:上模1和下模2开模,将fpc加工片置于脱料板21上,通过脱料板21上的定位销211对其进行定位,然后冲床的滑块向下运动,使得上模1和下模2合模,合模时,凹
模板13上的凹模刀口(图中未揭示)与下模2上的冲子(图中未揭示)接触,将fpc加工片加工成型,此时,顶料气缸3处于放气的工作状态,使得成型的产品卡在凹模板131的底面上;
32.冲床滑块到达下止点后上行,上模1和下模2分开,此时完成一次冲型动作,然后操作者将产品托盘b放至型腔a内,且位于产品的下方,操作者操作气阀,使顶料气缸3进气,推动气缸活塞,气缸活塞施加向下的推力到顶料板4上,顶料板4将凹模13上的顶件131顶出,顶件131顶出时将成型的产品顶出,成型的产品顶出后落到产品托盘上;
33.本实用新型模具结构与传统的模具结构相反,凹模板131设置在上模1上,冲型过程中,通过顶料气缸3控制fpc产品的出料,操作者可以控制产品接入托盘的时机,利用顶料气缸3推动顶料板4推出顶件131,顶件131顶出产品,能够提高冲切的效率,出料时,不需要再用粘棒从模具表面粘起fpc产品,再把产品放入托盘,避免了原有取料时在粘产品和放产品的过程中,会造成产品的打痕、折痕、翘曲的问题,提高了良品率。
34.以上所述,仅用以说明本实用新型的技术方案而非限制,本领域普通技术人员对本实用新型的技术方案所做的其它修改或者等同替换,只要不脱离本实用新型技术方案的精神和范围,均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种fpc冲型出料模具,其特征在于:其包括上模及下模,所述上模的内部设置有顶料气缸及顶料板,所述顶料气缸与顶料板连接,所述上模与下模之间设置有供fpc加工片放置的型腔,所述上模包括盖板、垫脚及凹模板,所述垫脚设置在盖板与凹模板之间,盖板、垫脚及凹模板之间形成一容置腔,所述顶料气缸及顶料板设置在所述容置腔内,所述凹模板上设置有顶件。2.根据权利要求1所述的一种fpc冲型出料模具,其特征在于:所述顶料气缸通过气管与冲床的气源连接。3.根据权利要求1所述的一种fpc冲型出料模具,其特征在于:所述盖板上设置有模柄。4.根据权利要求1所述的一种fpc冲型出料模具,其特征在于:所述凹模板的两端设置有凹槽。5.根据权利要求4所述的一种fpc冲型出料模具,其特征在于:所述下模包括脱料板、夹板及下底板,所述夹板设置在下底板上,所述脱料板设置在夹板上,所述脱料板及夹板的两端通过导柱固定在下底板上,所述导柱的一端穿设于所述凹槽内,所述凹槽与导柱活动连接。6.根据权利要求5所述的一种fpc冲型出料模具,其特征在于:所述脱料板上设置有多个定位销。7.根据权利要求1所述的一种fpc冲型出料模具,其特征在于:所述顶料板设置在所述凹模板的顶面。
技术总结
本实用新型公开了一种FPC冲型出料模具,它涉及FPC加工模具技术领域,其包括上模及下模,所述上模的内部设置有顶料气缸及顶料板,所述顶料气缸与顶料板连接,所述上模与下模之间设置有供FPC加工片放置的型腔。采用上述技术方案后,本实用新型能够提高良品率、提高冲切效率。切效率。切效率。
技术研发人员:吴光华 赵继伟 董志明
受保护的技术使用者:厦门弘信电子科技集团股份有限公司
技术研发日:2021.12.08
技术公布日:2022/6/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1