具有振动刀片的多层切割机的自动参数化系统和方法与流程
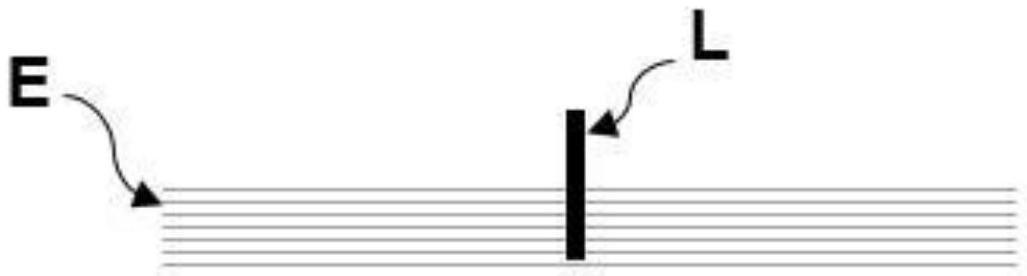
本发明属于切割机,更具体地说,是一种基于耦合到振动刀片的传感器和包含在编程器逻辑中的,人工智能算法的振动刀片多层切割机自动参数化系统和方法。所述的振动刀片切割机为了预先设定切割参数。本发明的基本原理纺织工业包括几个部分,例如纤维生产、纺纱、织造、针织和服装。这些细分市场中的每一个在原材料、技术和市场方面都有其特殊性,请参阅巴西机机械和设备工业协会的出版物-abimaq 70years. paulo,br,abimaq 2006。在服装领域,具体来说,裁剪是主要的生产活动之一,负责将原材料转化为成品。如果计划或执行不当,可能会危及公司和产品本身的质量和发展。随着技术的进步,开发了精密的切割机,其允许纺织工业的产量增加高达80%。在这些机器中,我们重点介绍了带圆盘的自动单层切割机和带振动刀片的自动多层切割机。这些机器接收命令以切割在cad(计算机辅助设计)系统中设计的部件,从而执行服装的生产批次,参见silva,c.e.e ribeiro,f.a.:常规和自动切割系统之间的比较研究.2010.24f.pesquisa(técnicoem )–curso técnico em do senai,birigui,sp。发送要切割的图案,以及切割参数(刀片移动速度、振动速度、压脚压力等数据;必须由用户在系统中描述),到可编程逻辑控制器(plc),被认为是机器的大脑。收到数据后,控制器协调刀片在组织上的切割。相反,展布切割机的刀片又需要配备比被切割织物的材料硬度更高的材料,因此它们通常由碳钢或钨(w)、钴(co)、铬(cr)、钒(va)、钼(mo)和硼(b),赋予它们耐磨性能,实现更高的切削速度和更好的刃磨,参见ferraresi d.的书,金属加工基础,v.1.:ed.e.blucher,1970。带有振动刀片的自动多层切割机,这项工作的重点,用于执行高产量,同时作用于多层织物(层),从而提取x个切割件数的碎片。然而,铺布层数越多,铺布就越密,这通常会导致动刀片在与织物接触进行切割时发生偏转,如图1和图2所示。图1表示切割时的预期:刀片(l)垂直切割层(e)。然而,由于组织的密度,实际发生的是图2中所示的情况,即刀片的偏转,即以某种倾斜度执行切割:当刀片向右移动(m)时,它向左偏转,反之亦然。织物的密度越大,刀片在运动中的偏转就越大,这导致从当时切割的第一层到最后一层切割的几何形状和尺寸都不同。这种差异是衣服质量问题的根源。因此,刀片偏斜是一个技术问题,它会干扰以最高效率和质量执行切割,影响资源的最大化利用和最终成品的质量。切割片之间的差异发生是因为切割工具(刀片)受到来自织物的力并弯曲。切割机操作员如果没有自动控制系统来避免这种偏转,就无法避免这个问题,因为刀片在材料内部并且在加工过程中是看不到的问题只有在最后才被发现,所以碎片被不同地切割。在这些情况下,通常做法是,在随后的切割中,降低机器的切割速度或减少铺展的层数,以在切割的生产中尽可能避免这个问题。然而,降低切割速度或层的层数意味着每次切割时生产的块数减少,导致产量低和效率低。一些研究已经试图使这种僵局最小化,开发了在不降低生产质量和数量的情况下避免刀片偏斜的解决方案。例如专利文献ep0644022和gb2094031就是这种情况。在这些工作中,作用于切削的系统将基于用户配置的参数的切削力与机器施加的实际力进行比较,并在加工过程中进行调整和(重新)计算。因此,所引用的专利提出了解决偏转问题的方法,该偏转作用在作为添加到刀片的传感器的功能的切割路径中的调整上。即便如此,这些解决方案仍需要机器操作员具备高度的知识,他们必须配置铺布(织物层)的切割参数。因此,有必要找到对刀片偏斜影响最大的变量,并设计一种新的切削系统,以使刀具在切削过程中遭受尽可能小的偏斜,并对预设的切削参数具有最大的敏感性,而无需依靠机器用户的专业知识。以此为目标,对带有振动刀片的自动多层切割机的切割控制系统进行了改进,研究了各种传感器,这些传感器可以测量刀具的这种挠度,并通过这种测量作用于大多在机器上造成问题的参数。由申请人的技术人员进行申请本请求的研究的相关性在于了解工具在织物上的偏转行为,以及设备的自动重新编程-自动参数化-以质量获得高生产率。本申请研究的发展是基于几个传感器提供的可能性,这些传感器可以测量切割刀片的偏转以及待切割材料的密度和高度,通过这些测量,可以作用于定义过程的参数并为它们定义理想值。因此,无需操作员干预即可获得最高精度的切割。简而言之,本发明的系统允许在开始切割之前(重新)计算参数,从而免除用户配置它们的责任。
背景技术:
技术实现思路
1、概括来看,本发明的用于自动参数化具有配备有可编程逻辑控制设备(plc)的振动刀片的多层切割机的系统包括:
2、a)耦合到所述振动刀片:i)传感器lvdt(线性可变差动变压器或线性可变差动变压器)(h),测量刀片的线性位移和切割速度;ii)线性电位计传感器(f),用于测量涂抹的高度;iii)用于计算刀片宽度的贯通式光电传感器(g),该参数对于估计偏转的影响很重要;
3、b)其中所述plc包括用于处理从i)、ii)和iii)的所述传感器接收的数据的算法。
4、根据本发明的系统,人工智能基于在层内移动刀片的适当方法。
5、配备有计算机的具有cad系统和使用本发明系统的plc型逻辑编程器的具有振动刀片的多层切割机的自动参数化方法包括以下步骤:
6、a)步骤1:计算机具有cad(a)将命令发送到配备算法(c)的plc以收集待切割层的数据;
7、b)阶段2、4和6:由算法(c)控制的切割机电机移动以使刀片穿透织物层(层),开始执行程序;
8、c)步骤3、5和7:刀片上的传感器(h)、(f)和(g)将读取的信号传递给配备算法(c)的plc和通过算法(c)的plc控制器)定义切削参数(d);
9、d)步骤8:所述切割参数被传送到配备有cad系统的计算机(a)。
10、因此,本发明的系统为具有配备有带plc的cad计算机的振动刀片的切割机的自动参数化提供了耦合到所述刀片以捕获切割参数的传感器组合:刀片和切割速度,测量传播的高度;刀片宽度和并入所述plc中的算法,用于处理和参数化从所述传感器接收的数据。
11、本发明还提供一种用于处理由耦合到所述振动刀片的传感器获得的数据的自动参数化方法,所述数据被引导到所述plc,通过内置在其中的算法进行处理,切割参数被自动确定和执行。
12、本发明另外提供了一种用于具有振动刀片的切割机的自动参数化系统和方法,其允许在切割层时具有很高的精度,消除由手动操作者做出的决定导致的错误。
技术特征:
1.带有可编程逻辑控制设备(plc)的振动刀片(l)的多层切割机自动参数化系统,所述系统的特征在于,包括:
2.根据权利要求1所述的系统,其特征在于,在操作中,对于施加在刀片(l)的侧面的力(m),滚子(r)确保刀片(l)继续施加其振动(v),lvdt传感器(h)捕捉刀片(l)的偏转运动并将偏转通知嵌入在所述切割机的所述plc中的人工智能(c)以定义切割参数(d)。
3.根据权利要求1所述的系统,其特征在于,在操作中,平行于切割刀片(l)安装的电位尺传感器(f)在刀片(l)下降到展开(e)、测量待切割材料的高度并将高度告知所述切割机plc中嵌入的人工智能以定义切割参数(d)。
4.根据权利要求1所述的系统,其特征在于,在操作中,光束(fl)的变化从发射器模块(ge)穿过新的(ln)或磨损的片(lg)并到达模块接收器(gr)由光栅激光传感器(g)读取,指示刀片宽度变化(l)通知嵌入在所述切割机的所述plc中的人工智能以定义切割参数(d)。
5.根据权利要求1所述的借助系统的振动刀片,其特征在于,包括以下步骤:
技术总结
本文描述了一种用于多层切割机的自动参数化系统,其具有配备有可编程逻辑控制器(PLC)的振动刀片,该系统包括,耦合到振动刀片(L),i)LVDT传感器(H),用于测量刀片的线性位移和切割速度;ii)线性电位计传感器(F),用于测量铺展的高度;iii)用于刀片宽度计算的贯通式光电传感器(G);并且其中所述PLC包括人工智能以接收和处理来自所述传感器i)、ii)和iii)的所述数据并执行切割的自动参数化(D)。还描述了使用本发明的系统的方法。
技术研发人员:阿德里亚诺·曼苏尔·伊里戈伊特,马格纳·斯蒂芬斯,罗妮·安德森·莱萨,安德烈·帕维莱恩尼斯,爱德华多·内维斯达·罗查
受保护的技术使用者:奥达斯自动化信息产业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!