一种批量夹取工件的夹具的制作方法
本发明属于一种批量夹取工件的夹具。
背景技术:
1、产品的零部件在装配过程中,装夹是一道很重要的工序,常见的装夹工序是用气缸夹或者电动夹,通过钳口前后移动对工件进行夹紧与松开。传统装夹方式每次夹起一个工件,需要夹起多个工件就要设置多套夹具,工位占用空间大,会受限于安装位置。传统装夹方式装配效率低,不适合大批量自动化生产设备的需要。
技术实现思路
1、为了解决上述问题,本发明提供了一种批量夹取工件的夹具,一次可同时装夹多个工件,并且工位占用位置小,夹具结构简单紧凑,稳定性强,适合大批量自动化生产的需要,可降低单件制造成本,提高生产效益。
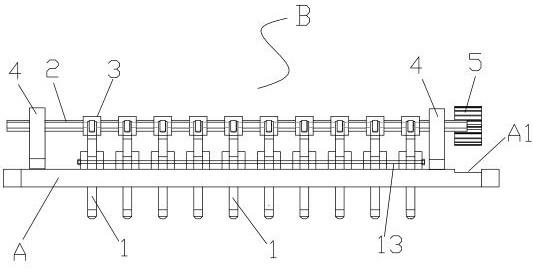
2、为实现上述目的,本发明采用了如下技术方案:一种批量夹取工件的夹具,包括安装座,安装座上设有一组或两组以上的夹取单元,每组夹取单元由多个夹子、一根凸轮轴、多个固定在凸轮轴上的凸轮、固定在安装座两端的轴承座、传动齿轮构成;所述凸轮轴的两端分别由轴承座支撑且一端的端部安装传动齿轮,安装座上设有与传动齿轮相啮合的齿条;
3、所述的夹子由两个夹体、两个限位支撑块、两个滚轮、两根销轴构成;所述的夹体由一个l型板件和一根条型板件垂直连接构成,两个夹体相距一定的间隙对称排列,两个相隔间隙的l型板件构成u型夹尾,两个l型板件上设有探入u型夹尾内且对称分布的两个滚轮;u型夹尾的下方设置相隔间隙排列的两根条型板,两根条型板件分别通过销轴与位于其两侧的限位支撑块连接,两根条型板件贯穿安装座且未端为夹取工件的夹口;所述夹子位于凸轮轴的下方,固定在凸轮轴上的多个凸轮与多个夹子相对应,凸轮插入u型夹尾并与两滚轮相接触;凸轮转动时其大、小直径切换与两滚轮接触,使夹口在收紧、张开动作间切换;电机或者气缸驱动齿条,齿条带动每组夹取单元的传动齿轮和凸轮轴上的多个凸轮转动,多个夹子的夹口在张开和收紧动作间同步切换。
4、所述夹子的两个夹体以与之连接的销轴为转动中心,当凸轮的小直径与两个l型板件上的滚轮接触时,两根条型板件下端夹口的张开宽度最大;当凸轮大直径与两个l型板件上的滚轮接触时,凸轮推动u型夹尾向外扩张,两根条型板件的下端相向移动,使夹口收紧。
5、所述的每组夹取单元设有两根与凸轮轴平行的销轴,两根销轴分别穿过每个夹子的两个夹体和两个限位支撑块,销轴的两端在位于夹取单元首、尾部的夹子上锁定。
6、所述夹子的u型夹尾上套有一环状拉紧弹簧,两个l型板件上设有对应的弹簧限位槽。环状拉紧弹簧使u型夹尾向外扩张后恢复原位,使夹子夹口的最大张开宽度保持一致。
7、本发明的有益效果:本装置由电机或者气缸驱动一根齿条移动,齿条带动多组夹取单元上的传动齿轮转动,传动齿轮带动位于同一凸轮轴上的多个凸轮同步转动,凸轮插入对应夹子的u型夹尾内与安装在两夹体上的两滚轮相接触,凸轮转动时其大、小直径切换与两滚轮接触,使夹口在收紧、张开动作间切换,上述结构可使多组夹取单元的多个夹子的夹口在张开和收紧动作间同步切换。本申请一种批量夹取工件的夹具,一次可同时装夹多个工件,并且工位占用位置小,夹具结构简单紧凑,稳定性强,适合大批量自动化生产的需要,可降低单件制造成本,提高生产效益。
技术特征:
1.一种批量夹取工件的夹具,其特征是:包括安装座,安装座上设有一组或两组以上的夹取单元,每组夹取单元由多个夹子、一根凸轮轴、多个固定在凸轮轴上的凸轮、固定在安装座两端的轴承座、传动齿轮构成;所述凸轮轴的两端分别由轴承座支撑且一端的端部安装传动齿轮,安装座上设有与传动齿轮相啮合的齿条;
2.根据权利要求1所述的一种批量夹取工件的夹具,其特征是:所述夹子的两个夹体以与之连接的销轴为转动中心,当凸轮的小直径与两个l型板件上的滚轮接触时,两根条型板件下端夹口的张开宽度最大;当凸轮大直径与两个l型板件上的滚轮接触时,凸轮推动u型夹尾向外扩张,两根条型板件的下端相向移动,使夹口收紧。
3.根据权利要求1所述的一种批量夹取工件的夹具,其特征是:所述的每组夹取单元设有两根与凸轮轴平行的销轴,两根销轴分别穿过每个夹子的两个夹体和两个限位支撑块,销轴的两端在位于夹取单元首、尾部的夹子上锁定。
4.根据权利要求1所述的一种批量夹取工件的夹具,其特征是:所述夹子的u型夹尾上套有一环状拉紧弹簧,两个l型板件上设有对应的弹簧限位槽。
技术总结
本发明一种批量夹取工件的夹具,包括安装座,安装座上设一组或两组以上的夹取单元;每组夹取单元包括多个夹子、多个凸轮、凸轮轴、轴承座、传动齿轮;凸轮轴由轴承座支撑且一端部设传动齿轮,安装座上设齿条与传动齿轮啮合;夹子由两个夹体、两限位支撑块、两滚轮、两销轴构成;夹体由L型板件和条型板件连接构成,两个夹体相距一定的间隙对称排列,两个L型板件构成U型夹尾,L型板件上设有探入U型夹尾内的滚轮;两根条型板分别通过销轴与两限位支撑块连接,两根条型板件贯穿安装座且未端为夹口;凸轮插入U型夹尾内,其大、小直径切换与两滚轮接触,使夹口在收紧、张开动作间切换。本夹具可同时装夹多个工件,适合大批量自动化生产。
技术研发人员:陈强
受保护的技术使用者:陈强
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!