一种发动机阶梯深孔碗形塞剔除工具及方法与流程
本发明涉及发动机缸体、缸盖加工工艺,特别涉及一种发动机阶梯深孔碗形塞剔除工具及方法。
背景技术:
1、目前,在发动机碗形塞孔返修过程中,最首要的就是剔除碗形塞。然而,受限于其过盈配合、空间限制等,很难将碗形塞剔出来。
2、相关技术中,设计上、下两个卡座通过铰链组成杠杆机构,通过旋拧后端螺栓,使卡座前端的凸起涨开挤压碗形塞,最后采用拔销器拔出碗形塞。此方法有以下缺点:不适用于小直径碗形塞,如果施加涨紧力过大,工具很容易发生断裂;卡座前端的凸起设计为三角形截面刃口,对碗形塞的卡紧力不可靠;单纯靠涨紧的方式拔碗形塞不可靠,成功率低。
技术实现思路
1、本发明实施例提供一种发动机阶梯深孔碗形塞剔除工具及方法,以解决相关技术中不适用于小直径碗形塞、对碗形塞的卡紧力不可靠、成功率低的问题。
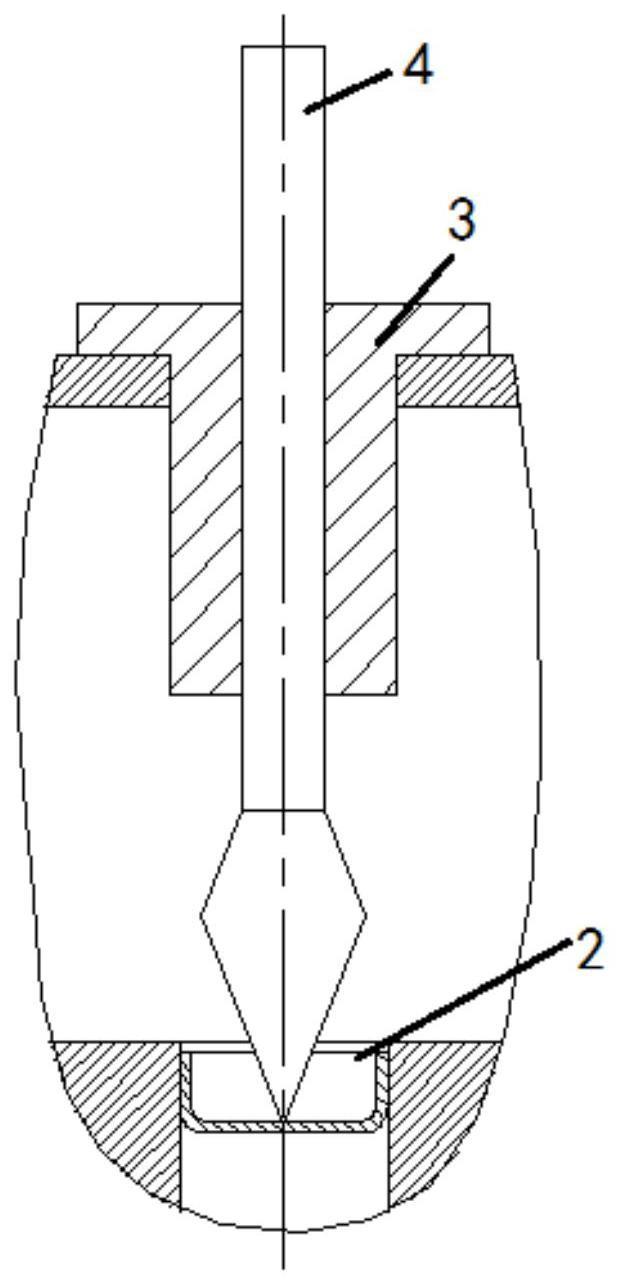
2、第一方面,提供了一种发动机阶梯深孔碗形塞剔除工具,其包括:导套,其用于安装于发动机的开口内,所述导套上设有导向孔;冲头,其包括与所述导向孔相匹配的冲头导向杆,以及设于所述冲头导向杆的一端的冲头头部,所述冲头头部用于对碗形塞冲孔;以及拉杆,其具有用于穿过所述碗形塞的冲孔并拉出所述碗形塞的拉杆头部。
3、一些实施例中,所述拉杆包括与所述导向孔相匹配的拉杆导向杆,所述拉杆导向杆的一端设有螺纹,所述螺纹用于与螺母配合驱动所述拉杆拉出所述碗形塞。
4、一些实施例中,所述拉杆头部的长度大于所述拉杆导向杆的直径,所述拉杆头部的宽度小于所述拉杆导向杆的直径;所述导套上设有与所述拉杆头部匹配的通孔,所述通孔与所述导向孔连通。
5、一些实施例中,所述拉杆头部通过连接杆与所述拉杆导向杆连接,所述拉杆头部的两端向靠近所述螺纹的方向倾斜延伸。
6、一些实施例中,所述冲头头部具有第一斜面和第二斜面,所述第一斜面自所述冲头导向杆向靠近其轴线方向倾斜延伸,所述第二斜面自所述第一斜面向靠近其轴线方向倾斜延伸,且所述第二斜面的斜率小于所述第一斜面的斜率。
7、一些实施例中,所述导套具有用于穿设于所述开口内的安装部,所述安装部的一端设有用于挡止于所述开口外侧的挡止部,所述挡止部的尺寸大于所述安装部的尺寸。
8、第二方面,提供了一种发动机阶梯深孔碗形塞剔除方法,其包括以下步骤:将导套安装于发动机的开口内;将冲头穿设于所述导套的导向孔内,对所述冲头施加冲击力驱动冲头头部对碗形塞冲孔;将拉杆的拉杆头部穿过所述碗形塞的冲孔,并拉出所述碗形塞。
9、一些实施例中,所述将拉杆的拉杆头部穿过所述碗形塞的冲孔,并拉出所述碗形塞包括:将所述拉杆穿设于所述导向孔内,并使所述拉杆头部穿过所述碗形塞的冲孔;旋拧所述拉杆上的螺母,直至所述螺母的端面与所述导套的端面接触;缓慢旋拧所述螺母,使所述拉杆上的螺纹与所述螺母配合驱动所述拉杆拉出所述碗形塞。
10、一些实施例中,所述将拉杆的拉杆头部穿过所述碗形塞的冲孔,并拉出所述碗形塞还包括:旋转所述拉杆,使所述拉杆头部与所述碗形塞的冲孔错开;利用所述拉杆头部抵持于所述碗形塞的底部并拉出所述碗形塞。
11、一些实施例中,所述对所述冲头施加冲击力驱动冲头头部对碗形塞冲孔包括:利用所述冲头头部的第二斜面对所述碗形塞冲孔,直至受到所述冲头头部的第一斜面的阻力后,停止冲孔。
12、本发明提供的技术方案带来的有益效果包括:
13、本发明实施例提供了一种发动机阶梯深孔碗形塞剔除工具及方法,通过利用导套对冲头起到导向功能,使用冲头在碗形塞上冲孔后,再使用拉杆穿过孔将碗形塞拔出,因工具大小可由碗形塞尺寸而定,因此可以适用于不同直径的碗形塞,由于对碗形塞施加的是沿轴线方向的冲力和拉力,工具一般不容易发生断裂,通过拉杆穿过冲孔抵持于碗形塞的底部将碗形塞拔出,对碗形塞的拉力较为可靠,成功率高,操作简单,省时省力,效率高。
技术特征:
1.一种发动机阶梯深孔碗形塞剔除工具,其特征在于,其包括:
2.如权利要求1所述的发动机阶梯深孔碗形塞剔除工具,其特征在于:
3.如权利要求2所述的发动机阶梯深孔碗形塞剔除工具,其特征在于:
4.如权利要求2所述的发动机阶梯深孔碗形塞剔除工具,其特征在于:
5.如权利要求1所述的发动机阶梯深孔碗形塞剔除工具,其特征在于:
6.如权利要求1所述的发动机阶梯深孔碗形塞剔除工具,其特征在于:
7.一种发动机阶梯深孔碗形塞剔除方法,其特征在于,其包括以下步骤:
8.如权利要求7所述的发动机阶梯深孔碗形塞剔除方法,其特征在于,所述将拉杆(5)的拉杆头部(53)穿过所述碗形塞(2)的冲孔,并拉出所述碗形塞(2)包括:
9.如权利要求7所述的发动机阶梯深孔碗形塞剔除方法,其特征在于,所述将拉杆(5)的拉杆头部(53)穿过所述碗形塞(2)的冲孔,并拉出所述碗形塞(2)还包括:
10.如权利要求7所述的发动机阶梯深孔碗形塞剔除方法,其特征在于,所述对所述冲头(4)施加冲击力驱动冲头头部(44)对碗形塞(2)冲孔包括:
技术总结
本发明涉及一种发动机阶梯深孔碗形塞剔除工具及方法,其包括:导套,其用于安装于发动机的通孔内,所述导套上设有导向孔;冲头,其包括与所述导向孔相匹配的冲头导向杆,以及设于所述冲头导向杆的一端的冲头头部,所述冲头头部用于对碗形塞冲孔;以及拉杆,其具有用于穿过所述碗形塞的冲孔并拉出所述碗形塞的拉杆头部。通过利用导套对冲头起到导向功能,使用冲头在碗形塞上冲孔后,再使用拉杆穿过孔将碗形塞拔出,因工具大小可由碗形塞尺寸而定,因此可以适用于不同直径的碗形塞,由于对碗形塞施加的是沿轴线方向的冲力和拉力,工具一般不容易发生断裂,通过拉杆穿过冲孔抵持于碗形塞的底部将碗形塞拔出,对碗形塞的拉力较为可靠,成功率高。
技术研发人员:夏泉,陈浩儒,周丽军,秦泽西,胡艳兵,张鹏,胡凯,叶楠
受保护的技术使用者:东风汽车股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!