一种多工位U型栓加工夹具的制作方法
一种多工位u型栓加工夹具
技术领域
1.本实用新型涉及u型栓加工领域,具体公开一种多工位u型栓加工夹具。
背景技术:
2.现有的部分用于u型栓加工的夹具单次只能加工一个u型栓,导致夹具的加工效率较低,同时u型栓加工完后需要手动从夹具一个一个进行拿取,十分不便。
技术实现要素:
3.鉴于现有技术中的上述缺陷或不足,本申请旨在提供一种多工位u型栓加工夹具,包括底板和位于底板上方的成型压块,所述底板的顶部设置固定架,所述固定架的内部通过转轴转动连接有位于固定架内侧的底座,所述底座的顶部设置有与成型压块相适配且位于固定架上方的u型槽,所述u型槽的两侧均通过调节机构传动连接有限位板,所述底板的右上方设置有卸料机构。
4.优选的,所述底板和固定架之间设置有多个加强板。
5.优选的,所述u型槽顶部的内侧设置有多个与u型栓相适配的成型限位槽。
6.优选的,所述调节机构包括活动套装在u型槽内部且螺纹套接在限位板内部的丝杆以及设置在u型槽外侧且活动套接在限位板内部的固定杆,所述丝杆两端的外侧均卡接有位于u型槽和限位板之间的卡扣,所述丝杆延伸出限位板外部的一端设置有转动杆。
7.优选的,所述卸料机构包括设置在底板顶部一侧的固定座和设置在底座一侧且位于固定架内侧的l型连接杆,所述固定座和l型连接杆的内部均通过固定销套装有液压缸。
8.有益效果:
9.1、该多工位u型栓加工夹具,通过在u型槽顶部的设置多个成型限位槽使得夹具单次可放置多个u型栓原料,同时通过丝杆、固定杆、卡扣、转动杆和限位板的配合使用,使得夹具可通过转动丝杆通过限位板对放置在成型限位槽内侧的u型栓原料同时进行限位定位,进而可在成型压块和u型槽配合下同时对多个u型栓原料进行加工,提高夹具的加工效率。
10.2、该多工位u型栓加工夹具,通过成型压块、固定架、底座、固定座、 l型连接杆、固定销和液压缸的配合使用,使得夹具能够在液压缸的驱动带动 u型槽绕着转轴的轴向进行转动,进而成型后的u型栓能够在自身重力的作用下从成型限位槽自动脱落,实现u型栓的自动卸料,十分方便。
附图说明
11.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本申请的其它特征、目的和优点将会变得更明显:
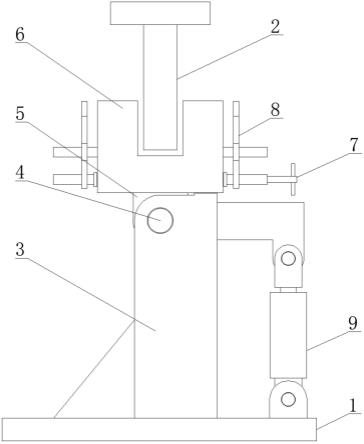
12.图1为本实用新型结构示意图;
13.图2为本实用新型结构的局部剖视图;
14.图3为本实用新型卸料机构的侧面示意图;
15.图4为本实用新型结构的侧面示意图。
16.图中:1、底板;2、成型压块;3、固定架;4、转轴;5、底座;6、u型槽;7、调节机构;71、丝杆;72、固定杆;73、卡扣;74、转动杆;8、限位板;9、卸料机构;91、固定座;92、l型连接杆;93、固定销;94、液压缸。
具体实施方式
17.下面结合附图和实施例对本申请作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
18.本实用新型实施例中的附图:图中不同种类的剖面线不是按照国标进行标注的,也不对元件的材料进行要求,是对图中元件的剖视图进行区分。
19.请参阅图1-4,一种多工位u型栓加工夹具,包括底板1和位于底板1上方的成型压块2,底板1的顶部设置固定架3,固定架3的内部通过转轴4转动连接有位于固定架3内侧的底座5,底座5的顶部设置有与成型压块2相适配且位于固定架3上方的u型槽6,u型槽6的两侧均通过调节机构7传动连接有限位板8,底板1的右上方设置有卸料机构9。
20.其中,底板1和固定架3之间设置有多个加强板,利用加强板能够增强固定架3的结构强度,进而夹具在对u型栓加工的过程中固定架3受外力作用时不易产生形变弯曲。
21.其中,u型槽6顶部的内侧设置有多个与u型栓相适配的成型限位槽。
22.其中,调节机构7包括活动套装在u型槽6内部且螺纹套接在限位板8 内部的丝杆71以及设置在u型槽6外侧且活动套接在限位板8内部的固定杆72,丝杆71两端的外侧均卡接有位于u型槽6和限位板8之间的卡扣73,丝杆71延伸出限位板8外部的一端设置有转动杆74,利用卡扣73能够对丝杆71进行限位的同时便于对丝杆71进行拆卸和安装。
23.其中,卸料机构9包括设置在底板1顶部一侧的固定座91和设置在底座5一侧且位于固定架3内侧的l型连接杆92,固定座91和l型连接杆92的内部均通过固定销93套装有液压缸94。
24.u型栓加工时,将u型栓原料放置在u型槽6内侧的成型限位槽内,通过转动丝杆71调节限位板8之间的间距,同时限位板8的移动对u型栓原料进行限位定位,移动成型压块2,成型压块2压动u型栓原料在u型槽6的内侧进行挤压弯曲成型,待u型栓完成成型后,将成型压块2从u型槽6的内侧移出进行复位,启动液压缸94,通过液压缸94的驱动带动底座5和u型槽6 绕着转轴4的轴向进行转动,进而成型后的u型栓能够在自身重力的作用下从成型限位槽自动脱落,本说明中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
25.需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本申请。
26.以上描述仅为本申请的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本申请中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本申请中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
技术特征:
1.一种多工位u型栓加工夹具,包括底板(1)和位于底板(1)上方的成型压块(2),其特征在于:所述底板(1)的顶部设置固定架(3),所述固定架(3)的内部通过转轴(4)转动连接有位于固定架(3)内侧的底座(5),所述底座(5)的顶部设置有与成型压块(2)相适配且位于固定架(3)上方的u型槽(6),所述u型槽(6)的两侧均通过调节机构(7)传动连接有限位板(8),所述底板(1)的右上方设置有卸料机构(9)。2.根据权利要求1所述的一种多工位u型栓加工夹具,其特征在于:所述底板(1)和固定架(3)之间设置有多个加强板。3.根据权利要求1所述的一种多工位u型栓加工夹具,其特征在于:所述u型槽(6)顶部的内侧设置有多个与u型栓相适配的成型限位槽。4.根据权利要求1所述的一种多工位u型栓加工夹具,其特征在于:所述调节机构(7)包括套装在u型槽(6)内部且螺纹套接在限位板(8)内部的丝杆(71)以及设置在u型槽(6)外侧且套接在限位板(8)内部的固定杆(72),所述丝杆(71)两端的外侧均卡接有位于u型槽(6)和限位板(8)之间的卡扣(73),所述丝杆(71)延伸出限位板(8)外部的一端设置有转动杆(74)。5.根据权利要求1所述的一种多工位u型栓加工夹具,其特征在于:所述卸料机构(9)包括设置在底板(1)顶部一侧的固定座(91)和设置在底座(5)一侧且位于固定架(3)内侧的l型连接杆(92),所述固定座(91)和l型连接杆(92)的内部均通过固定销(93)套装有液压缸(94)。
技术总结
本实用新型提供有一种多工位U型栓加工夹具,包括底板和位于底板上方的成型压块,所述底板的顶部设置固定架,所述固定架的内部通过转轴转动连接有位于固定架内侧的底座,所述底座的顶部设置有与成型压块相适配且位于固定架上方的U型槽,所述U型槽的两侧均通过调节机构传动连接有限位板。该多工位U型栓加工夹具,通过在U型槽顶部的设置多个成型限位槽使得夹具单次可放置多个U型栓原料,同时通过丝杆、固定杆、卡扣、转动杆和限位板的配合使用,使得夹具可通过转动丝杆通过限位板对放置在成型限位槽内侧的U型栓原料同时进行限位定位,进而可在成型压块和U型槽配合下同时对多个U型栓原料进行加工,提高夹具的加工效率。提高夹具的加工效率。提高夹具的加工效率。
技术研发人员:陈美华
受保护的技术使用者:江苏雅固标准件有限公司
技术研发日:2022.03.04
技术公布日:2022/9/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1