一种汽车胶管切割加工工位转换装置的制作方法
1.本实用新型属于橡胶管制造装备技术领域,尤其涉及一种汽车胶管切割加工工位转换装置。
背景技术:
2.汽车是人们所使用的主要交通工具,汽车中的油路、水路、气体通路以及一些电缆的疏导通道均需要使用胶管。
3.汽车胶管在生产制造过程中,需要通过切割达到标定长度。目前,汽车胶管放置在单独的胶管切割装置上,由工人手动操作装置完成切割,切割加工为生产过程中独立存在的加工工序,胶管在不同工序之间需要转运,汽车胶管的切割自动化程度低,效率低。近年来,随着人工成本的提高以及市场对企业自动化程度要求的不断提高,产品生产的自动化改造成为企业提高市场竞争力的首要工作。故设计一种可集成于胶管自动化生产线中的胶管切割用工位转换装置是我公司完成产品生产自动化改造的一项重要课题。
技术实现要素:
4.针对现有技术存在的问题,本实用新型提供了一种解决目前汽车胶管切割工序相对独立,自动化程度低,不利于实现汽车胶管生产整体自动化的问题的汽车胶管切割加工工位转换装置。
5.本实用新型是这样实现的,一种汽车胶管切割加工工位转换装置,其特征在于,包括机架、工位转轴、套轴、转换盘架、槽轮机构、驱动电机;所述工位转轴的轴线水平设置,所述工位转轴安装在所述机架上;所述套轴套装在所述工位转轴上,所述套轴与所述工位转轴同轴线,所述套轴绕自身轴线转动;所述转换盘架的圆周方向均布有四个卡槽,所述转换盘架的外圆周面上设有环形切割缝,两所述转换盘架分别安装在所述套轴的两端部,两所述转换盘架的卡槽圆周位置一一对应;所述槽轮机构包括槽轮和与槽轮适配的拨盘,所述槽轮安装在所述套轴上,所述拨盘通过拨轴安装在所述机架上;所述驱动电机的输出轴与所述槽轮机构的拨盘传动连接。
6.在上述技术方案中,优选的,所述卡槽包括外槽和内槽,所述外槽和内槽分别位于所述环形切割缝的两侧,所述外槽和内槽为弧形凹槽,所述外槽的开口宽度大于所述内槽的开口宽度。
7.在上述技术方案中,优选的,所述内槽的开口边缘处设有凸起部。
8.在上述技术方案中,优选的,所述环形切割缝的环形开口处为v形扩口构造。
9.在上述技术方案中,优选的,所述转换盘架由内盘体和外盘体构成,所述内盘体和外盘体安装在所述套轴上,所述内槽设于所述内盘体上,所述外槽设于所述外盘体上,所述内盘体与外盘体之间形成所述环形切割缝。
10.本实用新型的优点和效果是:
11.本实用新型所述的技术方案,设计一种胶管切割专用的工位转换装置,即本装置
中圆周位置相互对应的两卡槽可对一条胶管的两端实现固定,两卡槽的圆周角度可通过转换盘架的转动动作实现角度改变,以对夹持的胶管进行加工工位的转换,实现自进料工位、切割工位、出料工位的转换,为胶管切割工序集成于胶管自动化生产线提供基础,令胶管全自动化生产得以实现,提高胶管的加工效率,节约人力成本。
附图说明
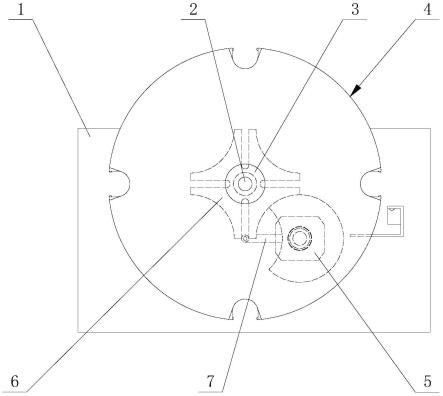
12.图1是本实用新型结构示意图;
13.图2是本实用新型中转换盘架的安装结构示意图。
具体实施方式
14.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
15.为目前汽车胶管切割工序相对独立,自动化程度低,不利于实现汽车胶管生产整体自动化的问题,本实用新型特提供一种汽车胶管切割加工工位转换装置,本装置为胶管切割工序集成于胶管自动化生产线提供基础,令胶管全自动化生产得以实现,提高胶管的加工效率,节约人力成本。为了进一步说明本实用新型的结构,结合附图详细说明书如下:
16.请参阅图1和图2,一种汽车胶管切割加工工位转换装置,包括机架1、工位转轴2、套轴3、转换盘架4、槽轮机构、驱动电机5。
17.机架为本装置的承载部件,可以为独立的刚性架体,也可以为胶管生产线中其它机构的架体。如胶管输送装置的机架。本实施例中,机架为一块独立的竖向设置的刚性板体,此板体上设有用于安装驱动电机的把和孔以及用于配装工位转轴的轴孔和用于配装槽轮机构的轴孔。
18.工位转轴为定轴,用于搭载安装转换盘架。工位转轴的轴线水平设置,工位转轴安装在机架上。本实施例中,具体的,工位转轴的一端部固定安装在机架的对应轴孔中。
19.套轴用于固定转换盘架。套轴套装在工位转轴上,套轴与工位转轴同轴线,套轴绕自身轴线转动。本实施例中,具体的,在工位转轴的两端部安装轴承,套轴通过轴承配装在工位转轴上,套轴可绕自身轴线转动。
20.转换盘架是工位转换装置中用于抓卡胶管的部件。转换盘架的圆周方向均布有四个卡槽,转换盘架的外圆周面上设有环形切割缝4-1,两转换盘架分别安装在套轴的两端部,两转换盘架的卡槽圆周位置一一对应。本实施例中,具体的,转换盘架由内盘体4-2和外盘体4-3构成,内盘体和外盘体是直径相同的圆盘体,两者均通过键安装在套轴上。内盘体与外盘体之间形成环形切割缝,环形切割缝的宽度可以通过调节内盘体和外盘体之间的距离来改变,环形切割缝的环形开口处为v形扩口构造。卡槽包括外槽4-4和内槽4-5,外槽和内槽分别位于环形切割缝的两侧,外槽和内槽为弧形凹槽,外槽的开口宽度大于内槽的开口宽度。具体的,内槽设于内盘体上,外槽设于外盘体上。内槽的弧面半径应与被加工的胶管直径适配,外槽的弧面半径大于被加工的胶管半径。内槽的开口边缘处设有凸起部4-6。两凸起部之间的宽度小于被夹持的胶管直径。以令卡槽可以对胶管进行稳定夹持。
21.槽轮机构是驱动转换盘架间歇转动的部件组合,槽轮机构为机械领域已知组合配
件。槽轮机构包括槽轮6和与槽轮适配的拨盘7,槽轮安装在套轴上,拨盘通过拨轴安装在机架上。本实施例中,具体的,在机架的轴孔上通过轴承安装拨轴,拨轴可绕自身轴线转动,拨轴的轴线与工位转轴的轴线平行。拨轴对应转换盘架的一侧端部通过键配装拨盘。槽轮通过键配装在套轴上。
22.拨盘转动一周驱动与其配套的槽轮旋转90
°
。转换盘架的一组卡槽自水平位置的上料工位转动至位于其正上方的切割工位。原切割工位的胶管被切割后,经过两次90
°
的旋转动作,到达下料工位。在外槽的管头因被切割,且此段胶管半径小于外槽的弧面半径,被切割的管头会在重力作用下自然下料。而写个完成的、两端被内槽夹持的胶管,可利用安装在机架上专门的拨杆来辅助下料。
23.驱动电机是用于驱动拨的部件,驱动电机的输出轴与槽轮机构的拨盘传动连接。本实施例中,驱动电机利用螺钉安装在机架的背部,驱动电机为伺服电机,其输出轴与拨轴通过齿轮传动连接。
24.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种汽车胶管切割加工工位转换装置,其特征在于,包括:机架;工位转轴,所述工位转轴的轴线水平设置,所述工位转轴安装在所述机架上;套轴,所述套轴套装在所述工位转轴上,所述套轴与所述工位转轴同轴线,所述套轴绕自身轴线转动;转换盘架,所述转换盘架的圆周方向均布有四个卡槽,所述转换盘架的外圆周面上设有环形切割缝,两所述转换盘架分别安装在所述套轴的两端部,两所述转换盘架的卡槽圆周位置一一对应;槽轮机构,所述槽轮机构包括槽轮和与槽轮适配的拨盘,所述槽轮安装在所述套轴上,所述拨盘通过拨轴安装在所述机架上;驱动电机,所述驱动电机的输出轴与所述槽轮机构的拨盘传动连接。2.根据权利要求1所述的汽车胶管切割加工工位转换装置,其特征在于,所述卡槽包括外槽和内槽,所述外槽和内槽分别位于所述环形切割缝的两侧,所述外槽和内槽为弧形凹槽,所述外槽的开口宽度大于所述内槽的开口宽度。3.根据权利要求2所述的汽车胶管切割加工工位转换装置,其特征在于,所述内槽的开口边缘处设有凸起部。4.根据权利要求3所述的汽车胶管切割加工工位转换装置,其特征在于,所述环形切割缝的环形开口处为v形扩口构造。5.根据权利要求4所述的汽车胶管切割加工工位转换装置,其特征在于,所述转换盘架由内盘体和外盘体构成,所述内盘体和外盘体安装在所述套轴上,所述内槽设于所述内盘体上,所述外槽设于所述外盘体上,所述内盘体与外盘体之间形成所述环形切割缝。
技术总结
本实用新型公开了一种汽车胶管切割加工工位转换装置,属于橡胶管制造装备技术领域,包括机架、工位转轴、套轴、转换盘架、槽轮机构、驱动电机;工位转轴安装在机架上;套轴套装在工位转轴上,套轴与工位转轴同轴线,套轴绕自身轴线转动;转换盘架的圆周方向均布有四个卡槽,转换盘架的外圆周面上设有环形切割缝,两转换盘架分别安装在套轴的两端部,两转换盘架的卡槽圆周位置一一对应;槽轮机构包括槽轮和与槽轮适配的拨盘,槽轮安装在套轴上,拨盘通过拨轴安装在机架上;驱动电机的输出轴与槽轮机构的拨盘传动连接。本装置为胶管切割工序集成于胶管自动化生产线提供基础,令胶管全自动化生产得以实现,提高胶管的加工效率,节约人力成本。力成本。力成本。
技术研发人员:张忠全
受保护的技术使用者:天津市天川橡塑制品有限公司
技术研发日:2022.04.27
技术公布日:2022/12/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1