盘类工件检测专用装置的制作方法
1.本实用新型属于盘类工件检测技术领域,涉及盘类工件检测专用装置。
背景技术:
2.专利号为cn201920448874.1公开了一种用于圆盘类工件的快速自定位工装,包括底盘以及设置在底盘上的圆柱销和偏心销,底盘上设有支撑孔和定位孔,圆柱销底端插接在所述支撑孔内且其顶部用于支撑圆盘类工件,支撑孔设有若干个且支撑孔在同一圆上,圆面的中心与底盘的中心重合,偏心销包括插接在所述定位孔内的定位部和抵靠在圆盘类工件圆周面上的偏心部,定位孔至少设有3个且定位孔在同一圆上,圆面的中心与底盘的中心重合。该用于圆盘类工件的快速自定位工装结构简单、定位、锁紧效果好、安装、拆除方便,节约了制造成本和人力成本。
3.上述公开的自定位工装若应用在军品零件及机器人零件检测时,由于军品零件及机器人零件对产品的精度要求日益严格,要求每个工件件必须检验并出具检验报告,而盘类零件检验用常规的虎钳、卡盘,角铁、v型铁等定位装置进行定位测量时,无法同时测量两端的全部形位公差。如果分两次测量,致使批量测量效率低下。
技术实现要素:
4.本实用新型的目的在于提供盘类工件检测专用装置,以解决上述背景技术中提出的问题。
5.本实用新型的目的可通过下列技术方案来实现:盘类工件检测专用装置,包括v型底座、盘类工件和v型压块,所述v型底座顶端的两侧均活动安装有导向杆,两个所述导向杆的一端分别与v型压块两端的延伸块插接连接,所述盘类工件设置在v型底座的v槽处和v型压块的v槽处。
6.在上述的盘类工件检测专用装置中,所述两个所述导向杆的端口处均安装有弹簧。
7.在上述的盘类工件检测专用装置中,所述v型底座的底部转动安装有限位条。
8.与现有技术相比,本实用新型盘类工件检测专用装置的优点为:通过设有的v型底座、导向杆、v型压块、弹簧和限位条,具有定位装夹速度快,检测效率高,定位准确,适合批量零件定位测量。
附图说明
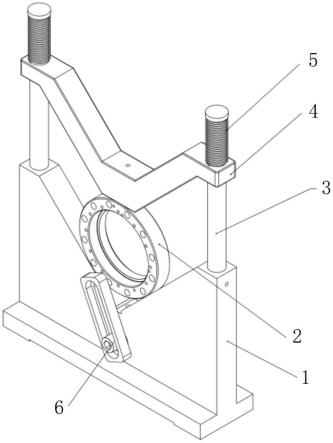
9.图1是本实用新型盘类工件检测专用装置的立体结构示意图。
10.图2是本实用新型盘类工件检测专用装置的使用状态示意图。
11.图中,1、v型底座;2、盘类工件;3、导向杆;4、v型压块;5、弹簧;6、限位条。
具体实施方式
12.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
13.如图1和图2所示,本实用新型盘类工件检测专用装置,包括v型底座1、盘类工件2和v型压块4,v型底座1顶端的两侧均活动安装有导向杆3,两个导向杆3的一端分别与v型压块4两端的延伸块插接连接,盘类工件2设置在v型底座1的v槽处和v型压块4的v槽处,两个导向杆3的端口处均安装有弹簧5,v型底座1的底部转动安装有限位条6。
14.通过调节v型压块4的位置,分别如图1和图2所示,对不同尺寸的盘类工件夹持,具有定位装夹速度快,检测效率高,定位准确,适合批量零件定位测量。
15.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
技术特征:
1.盘类工件检测专用装置,包括v型底座(1)、盘类工件(2)和v型压块(4),其特征在于,所述v型底座(1)顶端的两侧均活动安装有导向杆(3),两个所述导向杆(3)的一端分别与v型压块(4)两端的延伸块插接连接,所述盘类工件(2)设置在v型底座(1)的v槽处和v型压块(4)的v槽处。2.根据权利要求1所述的盘类工件检测专用装置,其特征在于,所述两个所述导向杆(3)的端口处均安装有弹簧(5)。3.根据权利要求1所述的盘类工件检测专用装置,其特征在于,所述v型底座(1)的底部转动安装有限位条(6)。
技术总结
本实用新型提供了盘类工件检测专用装置,包括V型底座、盘类工件和V型压块,所述V型底座顶端的两侧均活动安装有导向杆,两个所述导向杆的一端分别与V型压块两端的延伸块插接连接,所述盘类工件设置在V型底座的V槽处和V型压块的V槽处。本实用新型通过设有的V型底座、导向杆、V型压块、弹簧和限位条,具有定位装夹速度快,检测效率高,定位准确,适合批量零件定位测量。位测量。位测量。
技术研发人员:唐道卓 郭志强 郑建余 黄笑
受保护的技术使用者:湖南长城非凡信息科技有限公司
技术研发日:2022.09.21
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1