减速机前箱体加工定位工装的制作方法
1.本实用新型涉及减速机领域,具体涉及减速机前箱体加工定位工装。
背景技术:
2.减速器箱体是安装各传动轴的基础部件;减速器箱体包括前箱体和后箱体,前箱体的加工和后箱体的加工通常是分开的。
3.如图1所示,前箱体1底部设有内环凸起2和外环凸起3,外环凸起3设置在前箱体1底部边缘,内环凸起2中间设有圆形通道4。在进行加工时,前箱体1长度和直径均在40cm以上,固定方式为侧面固定或底部固定。侧面固定通常采用夹具从两侧对前箱体1进行夹紧固定,然而前箱体1侧面有的部分凹凸不平(如上环凸起5),有的部分为弧形,在固定后容易产生滑动;而底部固定通常为在前箱体1底部设置定位盘,定位盘上设置定位凸起与环形通道4配合,进而限制固定前箱体1下部,但对前箱体1上部的固定效果较弱,前箱体1上部晃动时,无法保证加工的准确性。
技术实现要素:
4.本实用新型意在提供减速机前箱体加工定位工装,以对前箱体进行固定,提高加工的精度。
5.为达到上述目的,本实用新型采用如下技术方案:减速机前箱体加工定位工装,包括工作台和定位盘,定位盘固定在工作台上,定位盘上设有定位凸起和压紧单元,定位凸起中间设有竖向定位孔,压紧单元能压紧前箱体侧面的凸起部分。
6.本方案的有益效果为:
7.1.在吊运定位盘的过程中,绳索能穿过竖向定位孔,以便于固定定位盘。
8.2.通过压紧单元压紧前箱体侧面的凸起部分,进而加强对前箱体上部的固定,增强前箱体稳定性,提高加工的精度。
9.优选的,作为一种改进,定位盘上设有环形止口,环形止口与定位凸起间的部分形成定位槽。如此设置,环形止口外侧与外环凸起内侧贴紧,定位槽与内环凸起对齐,增加了前箱体与定位盘的摩擦面积,减少了前箱体的晃动,提高加工的准确性。
10.优选的,作为一种改进,工作台为圆柱形,工作台上设有径向的螺栓槽,螺栓槽横截面为凸形,螺栓槽内设有螺栓,定位盘上设有螺栓孔和螺栓孔内的第一螺母,螺栓穿过螺栓槽和第一螺母螺纹连接。如此设置,工作台可以通过螺栓槽和不同尺寸的定位盘连接,以适用不同的前箱体。
11.优选的,作为一种改进,定位盘上还设有螺杆槽,压紧单元包括螺杆和压紧部,压紧部包括螺母和条形块,螺杆与螺杆槽螺纹连接,条形块上设有条形孔,条形孔穿过螺杆,第二螺母螺纹连接在螺杆上。如此设置,前箱体侧面通常凹凸不平,将前箱体放在定位盘上后,将条形块压在前箱体侧面凸起部分,旋转第二螺母,使第二螺母在螺杆上向下移动,第二螺母压紧条形块,进而压紧前箱体,进一步固定前箱体。
12.优选的,作为一种改进,压紧部设有多个。如此设置,多个压紧部同时对前箱体侧面多个凸起部分压紧,进一步固定前箱体。
附图说明
13.图1为前箱体三维轴测图;
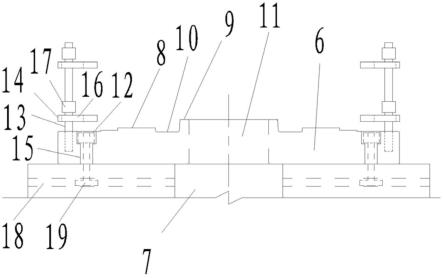
14.图2为实施例主视图;
15.图3为实施例的工作台侧视图。
具体实施方式
16.下面通过具体实施方式进一步详细说明:
17.说明书附图中的附图标记包括:前箱体1、内环凸起2、外环凸起3、圆形通道4、上环凸起5、定位盘6、工作台7、环形止口8、定位凸起9、定位槽10、竖向定位孔11、第一螺母12、螺杆13、条形块14、沉头螺栓孔15、条形孔16、第二螺母17、螺栓槽18、螺栓19。
18.实施例
19.实施例基本如图1-3所示:减速机前箱体加工定位工装,使用对象为如图1所示的前箱体1,包括工作台7和定位盘6,定位盘6固定在工作台7上。
20.如图3所示,工作台7为圆柱形,工作台7上开有若干径向的螺栓槽18,螺栓槽18横截面为凸形,定位盘6上开有沉头螺栓孔15,设有螺纹连接的第一螺母12和螺栓19,第一螺母12和螺栓19将定位盘6螺栓连接在工作台上。
21.如图2所示,定位盘6上一体成型有定位凸起9和环形止口8,定位凸起9位于定位盘6中心,定位凸起9中间开有竖向定位孔11,环形止口8与定位盘6同心,环形止口8与凸起3尺寸相配合,环形止口8与定位凸起9之间形成定位槽10,定位槽10与内环凸起2尺寸相配合。定位盘6上包括两个螺杆槽和两个压紧单元,螺杆槽开在定位盘6左右两侧,每个压紧单元均包括螺杆13和设置在螺杆上的两个压紧部,每个压紧部均包括第二螺母17和条形块14,条形块14上开有条形孔16,螺杆13与螺杆槽螺纹连接,条形块14通过条形孔16套在螺杆13上,第二螺母17螺纹连接在螺杆13上,第二螺母17能锁紧条形块14。
22.具体实施步骤如下:
23.1.将绳索穿过竖向定位孔11,吊运定位盘6至工作台7上,将螺栓槽18对准沉头螺栓孔15,将定位盘6螺栓连接在工作台7上。
24.2.将前箱体1吊运至定位盘6上,使环形止口8外侧与外环凸起3内侧抵紧,定位槽10与内环凸起2对准。
25.3.将条形块14放在外环凸起3上方,旋转第二螺母17,使第二螺母17在螺杆13上向下移动并压紧条形块14,压紧外环凸起3。
26.4.与第3步同理,压紧上环凸起5。
27.以上所述的仅是本实用新型的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
技术特征:
1.减速机前箱体加工定位工装,其特征在于:包括工作台和定位盘,定位盘固定在工作台上,定位盘上设有定位凸起和压紧单元,定位凸起中间设有竖向定位孔,压紧单元能压紧前箱体侧面的凸起部分。2.根据权利要求1所述的减速机前箱体加工定位工装,其特征在于:定位盘上设有环形止口,环形止口与定位凸起间的部分形成定位槽。3.根据权利要求2所述的减速机前箱体加工定位工装,其特征在于:工作台为圆柱形,工作台上设有径向的螺栓槽,螺栓槽横截面为凸形,螺栓槽内设有螺栓,定位盘上设有螺栓孔和螺栓孔内的第一螺母,螺栓穿过螺栓槽和第一螺母螺纹连接。4.根据权利要求3所述的减速机前箱体加工定位工装,其特征在于:定位盘上还设有螺杆槽,压紧单元包括螺杆和压紧部,压紧部包括螺母和条形块,螺杆与螺杆槽螺纹连接,条形块上设有条形孔,条形孔穿过螺杆,第二螺母螺纹连接在螺杆上。5.根据权利要求4所述的减速机前箱体加工定位工装,其特征在于:压紧部设有多个。
技术总结
本实用新型涉及减速机领域,公开了减速机前箱体加工定位工装,包括工作台和定位盘,定位盘固定在工作台上,定位盘上设有定位凸起和压紧单元,定位凸起中间设有竖向定位孔,压紧单元能压紧前箱体侧面的凸起部分,以对前箱体进行固定,提高加工的精度。提高加工的精度。提高加工的精度。
技术研发人员:印承霜 甘性福
受保护的技术使用者:重庆市乐珐机电有限责任公司
技术研发日:2022.10.11
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1