一种C型无孔卡簧辅助安装工装的制作方法
本技术属于等速传动轴装配领域,具体涉及一种c型无孔卡簧辅助安装工装。
背景技术:
1、汽车等速传动轴包括轴杆、三销轴和两个c型卡簧,其在装配时,需先将一个c型卡簧安装在轴杆的下卡槽内,然后将三销轴压装在轴杆上,最后,再将另一个c型卡簧安装在轴杆的上卡槽内,通过上、下两个c型卡簧限制三销轴在传动轴上的轴向位置。
2、目前,c型卡簧的安装方式主要是通过卡簧钳将c型卡簧夹取撑开后,再将其套在轴杆上进行安装,但汽车等速传动轴下方的c型卡簧为c型无孔卡簧,其在采用卡簧钳安装时,极易出现卡簧脱离卡簧钳、卡簧偏心等情况,需要工人反复夹取和调整,极大地增加了工人的劳动强度。
技术实现思路
1、鉴于以上现有技术的缺点,本实用新型的目的在于提供一种c型无孔卡簧辅助安装工装,其可将套设于正圆锥台部上的c型无孔弹簧同轴推动至下卡簧槽内,或者同轴推动至花键部上,保证c型无孔卡簧与等速传动轴轴杆装配过程中的同轴度,有效降低工人的劳动强度。
2、为实现上述目的及其他相关目的,本实用新型提供一种c型无孔卡簧辅助安装工装,用于将c型无孔卡簧同轴套设于等速传动轴的轴杆上;所述等速传动轴的轴杆包括自下而上依次同轴设置的下卡簧安装部、花键部、正圆锥台部及上卡簧安装部;所述下卡簧安装部的外径、花键部的外径和正圆锥台部的底部直径相等;所述上卡簧安装部的外径不大于正圆锥台部的顶部直径;所述下卡簧安装部上设有用于安装c型无孔卡簧的下卡簧槽;所述正圆锥台部用于套设待安装的c型无孔卡簧;所述c型无孔卡簧辅助安装工装包括握持部及与握持部同轴连接的顶压部,所述顶压部上同轴开有供轴杆端部伸入的盲孔;所述顶压部将正圆锥台部上的c型无孔卡簧同轴推动至花键部上或下卡簧槽内;通过等速传动轴轴杆上的正圆锥台部和顶压部配合,使c型无孔卡簧径向撑开并同轴移动至花键部或下卡簧槽内,无需工人反复调节,即可保证c型无孔卡簧与等速传动轴轴杆装配过程中的同轴度,有效降低工人的劳动强度。
3、优选地,所述盲孔的深度h0满足以下关系式:h1+h2<h0≤h1+h2+h3+h4,其中,h1为上卡簧安装部的轴向长度,h2为正圆锥台部的轴向长度,h3为花键部的轴向长度,h4为下卡簧槽至花键部的轴向距离。
4、优选地,所述顶压部有两个,且两个顶压部分别位于握持部的两端,以便一个顶压部损坏时,还有另一顶压部可供使用,提高c型无孔卡簧辅助安装工装的使用寿命。
5、优选地,所述握持部上设有防滑纹,便于工人抓握。
6、如上,本实用新型的一种c型无孔卡簧辅助安装工装,具有以下有益效果:
7、本实用新型装置结构简单、使用方便,只需通过顶压部挤压推动套设于正圆锥台部上的c型无孔卡簧,即可利用正圆锥台部的外锥面将该c型无孔卡簧径向撑大,并使其同轴移动至花键部或下卡簧槽内,无需工人反复调节,即可保证c型无孔卡簧与等速传动轴轴杆装配过程中的同轴度,有效降低工人的劳动强度。
技术特征:
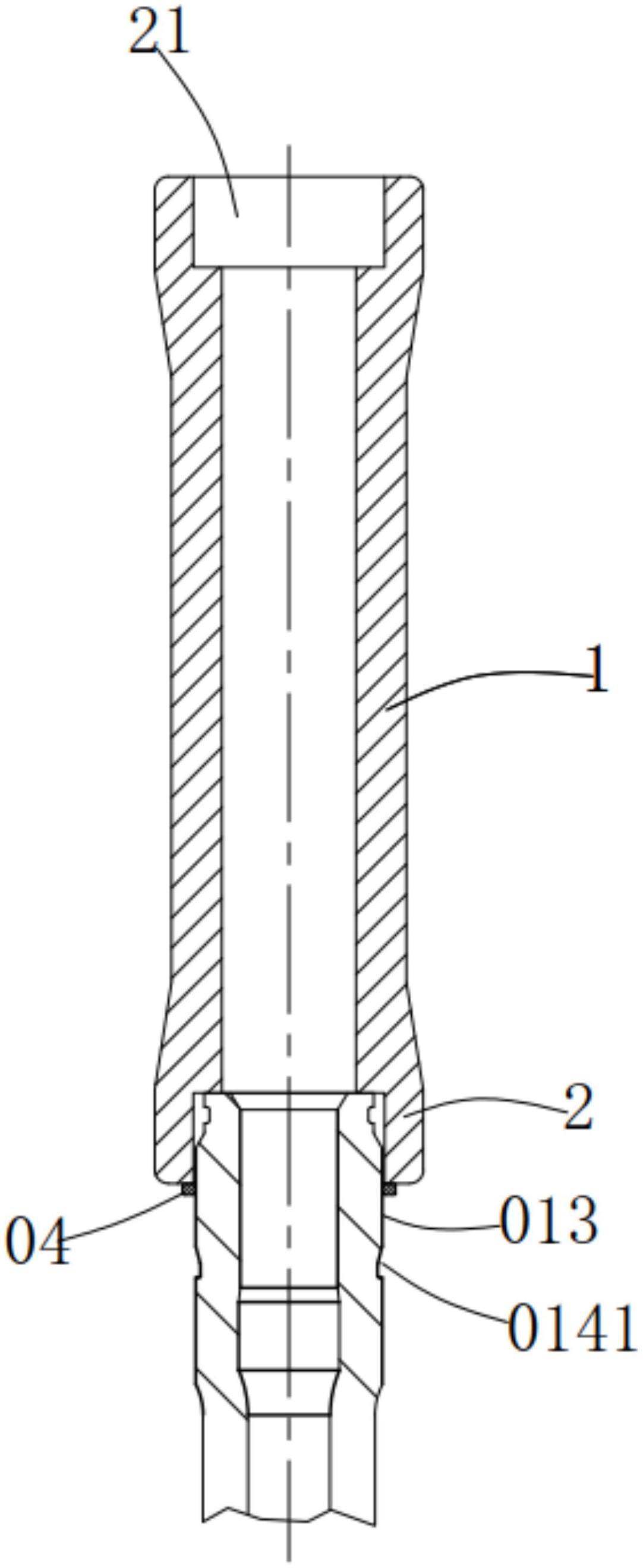
1.一种c型无孔卡簧辅助安装工装,用于将c型无孔卡簧同轴套设于等速传动轴的轴杆(01)上;所述等速传动轴的轴杆(01)包括自下而上依次同轴设置的下卡簧安装部(014)、花键部(013)、正圆锥台部(012)及上卡簧安装部(011);所述下卡簧安装部(014)的外径、花键部(013)的外径和正圆锥台部(012)的底部直径相等;所述上卡簧安装部(011)的外径不大于正圆锥台部(012)的顶部直径;所述下卡簧安装部(014)上设有用于安装c型无孔卡簧的下卡簧槽(0141);其特征在于,所述正圆锥台部(012)用于套设待安装的c型无孔卡簧;所述c型无孔卡簧辅助安装工装包括握持部(1)及与握持部(1)同轴连接的顶压部(2),所述顶压部(2)远离握持部(1)的一端同轴开有供轴杆(01)端部伸入的盲孔(21);所述顶压部(2)将正圆锥台部(012)上的c型无孔卡簧同轴推动至花键部(013)上或下卡簧槽(0141)内。
2.根据权利要求1所述的一种c型无孔卡簧辅助安装工装,其特征在于,所述盲孔(21)的深度h0满足以下关系式:h1+h2<h0≤h1+h2+h3+h4,其中,h1为上卡簧安装部(011)的轴向长度,h2为正圆锥台部(012)的轴向长度,h3为花键部(013)的轴向长度,h4为下卡簧槽(0141)至花键部(013)的轴向距离。
3.根据权利要求1所述的一种c型无孔卡簧辅助安装工装,其特征在于,所述顶压部(2)有两个,且两个顶压部(2)分别位于握持部(1)的两端。
4.根据权利要求1或2或3所述的一种c型无孔卡簧辅助安装工装,其特征在于,所述握持部(1)上设有防滑纹。
技术总结
本技术提供一种C型无孔卡簧辅助安装工装,用于将C型无孔卡簧同轴套设于等速传动轴的轴杆上;轴杆包括自下而上依次同轴设置的下卡簧安装部、花键部、正圆锥台部及上卡簧安装部;下卡簧安装部上设有用于安装C型无孔卡簧的下卡簧槽;正圆锥台部用于套设待安装的C型无孔卡簧;C型无孔卡簧辅助安装工装包括握持部和顶压部,顶压部上同轴开有供轴杆端部伸入的盲孔;顶压部将正圆锥台部上的C型无孔卡簧同轴推动至花键部上或下卡簧槽内;通过轴杆上的正圆锥台部和顶压套配合,使C型无孔卡簧径向撑开并同轴移动至花键部或下卡簧槽内,无需工人反复调节,即可保证C型无孔卡簧与等速传动轴轴杆装配过程中的同轴度,降低工人的劳动强度。
技术研发人员:徐成志,孙宇博,郭振兴,冯云龙,杨光新
受保护的技术使用者:上海纳铁福传动系统有限公司
技术研发日:20221021
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!