牵引车车架定位工装的制作方法
1.本实用新型涉及定位工装技术领域,尤其涉及牵引车车架定位工装。
背景技术:
2.现有的技术状况:牵引车车架相关零件组装现有工艺方案是人工划线组装,随着产能的不断提升,现有工艺方案不仅效率低且组装精度低,为提高生产效率和产品质量,需要设计一副车架定位工装,为此设计了牵引车车架定位工装。
技术实现要素:
3.本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型的一个目的在于提出牵引车车架定位工装,提高组装效率,精度高。
4.根据本实用新型提出的牵引车车架定位工装,包括平台,所述平台的上表面一侧且位于中线位置固定有夹紧组件,所述平台的上表面位于中线两侧对称顺序固定有头架支撑杆、开档定位组件、前后板定位组件、垫块、尾架开档限位组件、限位快、前吊耳定位组件、尾架定位组件,所述平台的上方放置有车架骨件。
5.优选地,所述车架骨件包括头架总成、侧板、前吊耳、尾架总成、后板、前板。
6.优选地,所述夹紧组件和头架支撑杆分别与头架总成限位对接。
7.优选地,所述开档定位组件与侧板限位对接。
8.优选地,所述前后板定位组件设置在前板和后板之间。
9.优选地,所述垫块与侧板的下表面对接支撑。
10.优选地,所述前吊耳定位组件与前吊耳限位对接。
11.优选地,所述尾架定位组件和尾架开档限位组件与尾架总成限位对接,限位块与尾架总成的底部对接支撑。
12.本实用新型中的有益效果是:
13.1、组装效率高:整个过程无需划线即可单人完成组装,大大提高组装效率。
14.2、组装精度高:通过此工装相关定位孔进行定位头架总成、尾架总成、前左右吊耳孔,实现对其精度的保证。
附图说明
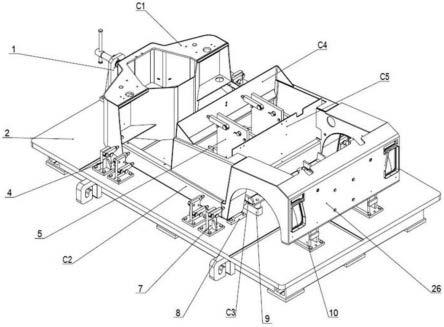
15.图1为本实用新型提出的牵引车车架定位工装的车架骨件定位安放示意图。
16.图2为本实用新型提出的牵引车车架定位工装的车架骨件结构示意图。
17.图3为本实用新型提出的牵引车车架定位工装的工装整体结构示意图。
18.图中:1、夹紧组件;2、平台;3、头架支撑杆;4、开档定位组件;5、前后板定位组件;6、垫块;7、尾架开档限位组件;8、限位块;9、前吊耳定位组件;10、尾架定位组件;c1、头架总成;c2、侧板;c3、前吊耳;c4、尾架总成;c5、后板;c6、前板。
具体实施方式
19.参照图1-3,牵引车车架定位工装,包括平台2,平台2的上表面一侧且位于中线位置固定有夹紧组件1,平台2的上表面位于中线两侧对称顺序固定有头架支撑杆3、开档定位组件4、前后板定位组件5、垫块6、尾架开档限位组件7、限位快8、前吊耳定位组件9、尾架定位组件10,平台的上方放置有车架骨件。
20.车架骨件包括c1头架总成、c2侧板、c3前吊耳、c4尾架总成、c5后板、c6前板。
21.夹紧组件1和3头架支撑杆分别与c1头架总成限位对接,限制定位c1头架总成。
22.开档定位组件4与c2侧板限位对接,从两侧实现定位。
23.前后板定位组件5设置在c6前板和c5后板之间,用于限定前板和后板之间的距离。
24.垫块6与侧板c2的下表面对接支撑,提供辅助支撑,控制安放高度。
25.前吊耳定位组件9与c3前吊耳限位对接,实现定位安放。
26.尾架定位组件10和尾架开档限位组件7与c4尾架总成限位对接,限位块8与c4尾架总成的底部对接支撑。
27.本装置使用时,将c1头架吊运至模具上通过两个头架支撑杆3的上表面及上端的定位销与c1头架总成上的两个销孔进行定位和面的高度支撑,完成对头架总成的定位;将c2左右侧板吊运至模具放至垫块6上支撑一定高度,同时与开档定位组件4的翻转块贴合控制其开档尺寸完成定位;将c4尾架总成吊运至模具,通过尾架定位组件10,使其上表面及上端的定位销与c4尾架总成上的后吊耳孔进行定位和面的高度支撑,同时通过尾架开档限位组件7的翻转块与尾架前端贴合以防止其扭曲,进而完成对c4尾架总成的定位;将c5后板和c6前板吊运至模具,通过c2侧板的内开档限制其左右方向移动,通过前后板定位组件5的翻转块贴合完成前后板位置的定位;至此相关零件均已定位,此时通过夹紧组件1的旋紧使得c1头架总成整体往后与c2侧板贴进而整体消除各零部件之间的下料误差间隙,至此完成对车架的定位。
技术特征:
1.牵引车车架定位工装,其特征在于:包括平台,所述平台的上表面一侧且位于中线位置固定有夹紧组件,所述平台的上表面位于中线两侧对称顺序固定有头架支撑杆、开档定位组件、前后板定位组件、垫块、尾架开档限位组件、限位快、前吊耳定位组件、尾架定位组件,所述平台的上方放置有车架骨件。2.根据权利要求1所述的牵引车车架定位工装,其特征在于:所述车架骨件包括头架总成、侧板、前吊耳、尾架总成、后板、前板。3.根据权利要求1所述的牵引车车架定位工装,其特征在于:所述夹紧组件和头架支撑杆分别与头架总成限位对接。4.根据权利要求1所述的牵引车车架定位工装,其特征在于:所述开档定位组件与侧板限位对接。5.根据权利要求1所述的牵引车车架定位工装,其特征在于:所述前后板定位组件设置在前板和后板之间。6.根据权利要求1所述的牵引车车架定位工装,其特征在于:所述垫块与侧板的下表面对接支撑。7.根据权利要求1所述的牵引车车架定位工装,其特征在于:所述前吊耳定位组件与前吊耳限位对接。8.根据权利要求1所述的牵引车车架定位工装,其特征在于:所述尾架定位组件和尾架开档限位组件与尾架总成限位对接,限位块与尾架总成的底部对接支撑。
技术总结
本实用新型涉及定位工装技术领域,并公开了牵引车车架定位工装,包括平台,所述平台的上表面一侧且位于中线位置固定有夹紧组件,所述平台的上表面位于中线两侧对称顺序固定有头架支撑杆、开档定位组件、前后板定位组件、垫块、尾架开档限位组件、限位快、前吊耳定位组件、尾架定位组件,所述平台的上方放置有车架骨件。本实用新型通过设计的工装,使得整个组装过程无需划线即可单人完成组装,大大提高组装效率,并且通过定位提高组装精度。并且通过定位提高组装精度。并且通过定位提高组装精度。
技术研发人员:孙安朕 徐洪俊 白千 宋骏 唐冲
受保护的技术使用者:安徽合力股份有限公司
技术研发日:2022.11.10
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1