汽车尾门锁扣的定位工装的制作方法
本技术涉及汽车装配领域,具体涉及一种汽车尾门锁扣的定位工装。
背景技术:
1、尾门锁扣是汽车重要的构件之一,尾门锁扣安装位置的精准度对于尾门和侧围的外观间隙会产生较大的影响。一旦尾门锁扣位置偏移,尾门关闭时与侧围之间的左右间隙不均,甚至发生尾门无法正常关闭的问题。现有的一种尾门锁扣的安装定位方法是对尾门锁扣通过螺栓预紧后,通过关闭尾门的方式判断尾门锁扣的位置是否正确,并据此调节尾门锁扣的位置,然后打开尾门将尾门锁扣的螺栓拧紧。这种定位安装方式需要多次返修式的调整操作,工序繁琐,降低了工作效率。
技术实现思路
1、本实用新型实施例的目的在于提供一种汽车尾门锁扣的定位工装,能够解决或改善现有技术中存在的上述至少部分缺陷。
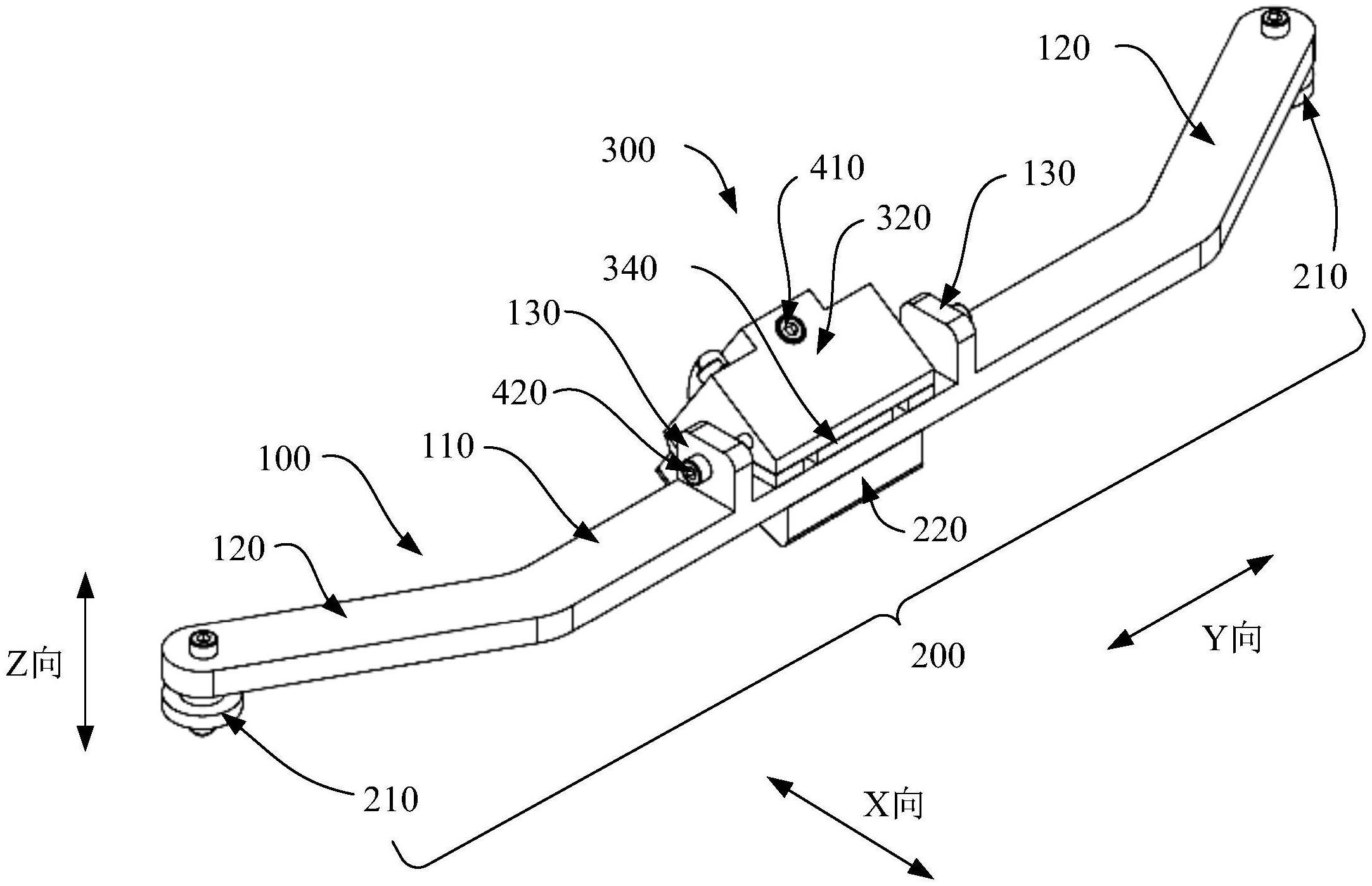
2、本实用新型实施例提供一种汽车尾门锁扣的定位工装,包括主体、工装定位组件和锁扣定位组件;所述工装定位组件设于所述主体,所述工装定位组件将所述定位工装定位至车体上;所述锁扣定位组件与所述主体连接,所述锁扣定位组件包括x向定位件和y向定位件,所述x向定位件具有x向定位面,所述y向定位件具有y向定位槽;其中,所述定位工装定位尾门锁扣时,所述y向定位槽与所述尾门锁扣卡接,所述x向定位面与所述尾门锁扣接触。
3、进一步地,所述工装定位组件包括定位销,所述定位销与车体上的定位孔相匹配。
4、进一步地,所述定位销包括依次连接的连接部、止挡台和定位部,所述连接部与所述主体连接,所述定位部与车体上的定位孔相匹配,所述止挡台的横向尺寸大于定位部的横向尺寸。
5、进一步地,所述主体包括横梁和两个支臂,两个所述支臂分别设于所述横梁的两端,所述支臂与所述横梁之间具有预定的夹角;所述定位销包括两个,两个定位销分别设于两个所述支臂,所述锁扣定位组件设于所述横梁。
6、进一步地,所述y向定位件与所述主体可拆卸地连接,所述x向定位件叠置在所述y向定位件的上方并与所述y向定位件可拆卸地连接。
7、进一步地,所述x向定位件还具有第一避让槽,所述第一避让槽与所述y向定位槽对准,所述x向定位面设置在所述第一避让槽的末端;其中,所述定位工装定位尾门锁扣时,所述第一避让槽容置所述尾门锁扣的部分。
8、进一步地,所述y向定位件的上端具有安装槽,所述x向定位件安装在所述安装槽内。
9、进一步地,所述y向定位件的上端还具有第一凸台,所述第一凸台设置在所述安装槽的后方,所述第一凸台具有第一定位面;所述锁扣定位组件还包括x向调节垫片,所述x向调节垫片夹设于所述第一定位面与所述x向定位件之间。
10、进一步地,所述第一凸台具有第一安装孔,所述第一安装孔贯穿所述第一凸台并与所述x向定位件相对设置;所述定位工装还包括第一螺丝,所述第一螺丝穿过所述第一安装孔,所述x向调节垫片具有与所述第一安装孔对应的第二避让槽,所述第一螺丝还穿过所述第二避让槽。
11、进一步地,所述y向定位件具有基板和安装部,所述安装部与所述主体连接,所述y向定位槽设于所述基板,所述基板从所述安装部向前下方倾斜延伸;所述基板前端的宽度小于后端的宽度。
12、进一步地,所述锁扣定位组件还包括z向调节垫片,夹设于所述y向定位件和所述主体相对的表面之间。
13、进一步地,所述工装定位组件还包括z向定位块,所述z向定位块设置在所述主体的下端,所述y向定位件设置在所述主体的上端;所述主体具有第二安装孔,所述z向定位块具有第三安装孔,所述定位工装还包括第二螺丝,所述第二螺丝穿过所述第三安装孔和所述第二安装孔;其中,所述z向调节垫片具有与所述第二安装孔对应的第三避让槽,所述第二螺丝还穿过所述第三避让槽。
14、进一步地,所述主体设有凸出的两个支耳,两个所述支耳间隔设置,所述y向定位件设置在两个所述支耳之间;所述支耳上具有第四安装孔,所述定位工装还包括第三螺丝,所述第三螺丝穿过所述第四安装孔并与所述y向定位件连接。
15、本实用新型实施例提供的汽车尾门锁扣的定位工装,通过在主体上设置工装定位组件和锁扣定位组件,锁扣定位组件包括x向定位件和y向定位件,x向定位件具有x向定位面,y向定位件具有y向定位槽,当使用定位工装定位尾门锁扣时,y向定位槽与尾门锁扣卡接进行y向定位,x向定位面与尾门锁扣接触进行x向定位。由此,定位工装可以满足尾门锁扣装配位置要求,保障尾门锁正常关闭并满足尾门与周圈零件的间隙,并且可以通过一次操作保证尾门锁扣一次装配到位,提高了装配效率。
技术特征:
1.一种汽车尾门锁扣的定位工装,其特征在于,包括:
2.根据权利要求1所述的定位工装,其特征在于,所述工装定位组件包括:
3.根据权利要求2所述的定位工装,其特征在于,所述定位销包括依次连接的连接部、止挡台和定位部,所述连接部与所述主体连接,所述定位部与所述车体上的定位孔相匹配,所述止挡台的横向尺寸大于所述定位部的横向尺寸。
4.根据权利要求2所述的定位工装,其特征在于,所述主体包括横梁和两个支臂,两个所述支臂分别设于所述横梁的两端,所述支臂与所述横梁之间具有预定的夹角;
5.根据权利要求1所述的定位工装,其特征在于,所述y向定位件与所述主体可拆卸地连接,所述x向定位件叠置在所述y向定位件的上方并与所述y向定位件可拆卸地连接。
6.根据权利要求5所述的定位工装,其特征在于,所述x向定位件还具有第一避让槽,所述第一避让槽与所述y向定位槽对准,所述x向定位面设置在所述第一避让槽的末端;
7.根据权利要求5所述的定位工装,其特征在于,所述y向定位件的上端具有安装槽,所述x向定位件安装在所述安装槽内。
8.根据权利要求7所述的定位工装,其特征在于,所述y向定位件的上端还具有第一凸台,所述第一凸台设置在所述安装槽的后方,所述第一凸台具有第一定位面;
9.根据权利要求8所述的定位工装,其特征在于,所述第一凸台具有第一安装孔,所述第一安装孔贯穿所述第一凸台并与所述x向定位件相对设置;
10.根据权利要求1所述的定位工装,其特征在于,所述y向定位件具有基板和安装部,所述安装部与所述主体连接,所述y向定位槽设于所述基板,所述基板从所述安装部向前下方倾斜延伸;
11.根据权利要求1所述的定位工装,其特征在于,所述锁扣定位组件还包括:
12.根据权利要求11所述的定位工装,其特征在于,所述工装定位组件还包括z向定位块,所述z向定位块设置在所述主体的下端,所述y向定位件设置在所述主体的上端;
13.根据权利要求1所述的定位工装,其特征在于,所述主体设有凸出的两个支耳,两个所述支耳间隔设置,所述y向定位件设置在两个所述支耳之间;
技术总结
本技术实施例公开了一种汽车尾门锁扣的定位工装,通过在主体上设置工装定位组件和锁扣定位组件,锁扣定位组件包括X向定位件和Y向定位件,X向定位件具有X向定位面,Y向定位件具有Y向定位槽,当使用定位工装定位尾门锁扣时,Y向定位槽与尾门锁扣卡接进行Y向定位,X向定位面与尾门锁扣接触进行X向定位。由此,定位工装可以满足尾门锁扣装配位置要求,保障尾门锁正常关闭并满足尾门与周圈零件的间隙,并且可以通过一次操作保证尾门锁扣一次装配到位,提高了装配效率。
技术研发人员:王俊华
受保护的技术使用者:上海桔晟科技有限公司
技术研发日:20221110
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!