一种托盘的防静电铆钉组装设备的制作方法
本技术涉及托盘自动化生产加工设备,特别涉及一种托盘的防静电铆钉组装设备。
背景技术:
1、吸塑托盘广泛应用于产品及部件的包装及生产储存转移中,有效对产品(或产品零部件)提供保护,吸塑托盘在使用过程中一般都是相互叠加,在有限的空间内经量多的安置产品(或产品零部件)。随着吸塑托盘的广泛应用,对应吸塑托盘的特定要求也越来越高,防静电性吸塑托盘的在一些高要求应用中需要在吸塑托盘上安装防静电用的铆钉,现有的在吸塑托盘上安装铆钉一般都是人工分多个步骤进行,首先由对吸塑好的托盘在打孔设备上对对应部位进行打,然后再转移到下一个工序,先有人工在铆压设备上对应位置放置好铆钉,再由人工将打孔好的托盘安置到铆压设备上进行铆压,然后人工下料,托盘进入到后面的包装及检测工序,操作步骤繁琐,人工分多个工序操作,使用人工多且效率低。
技术实现思路
1、本实用新型提供了一种托盘的防静电铆钉组装设备,解决了现有的吸塑托盘在安装防静电铆钉时,人工分多个工序操作,使用人工多且效率低技术问题。
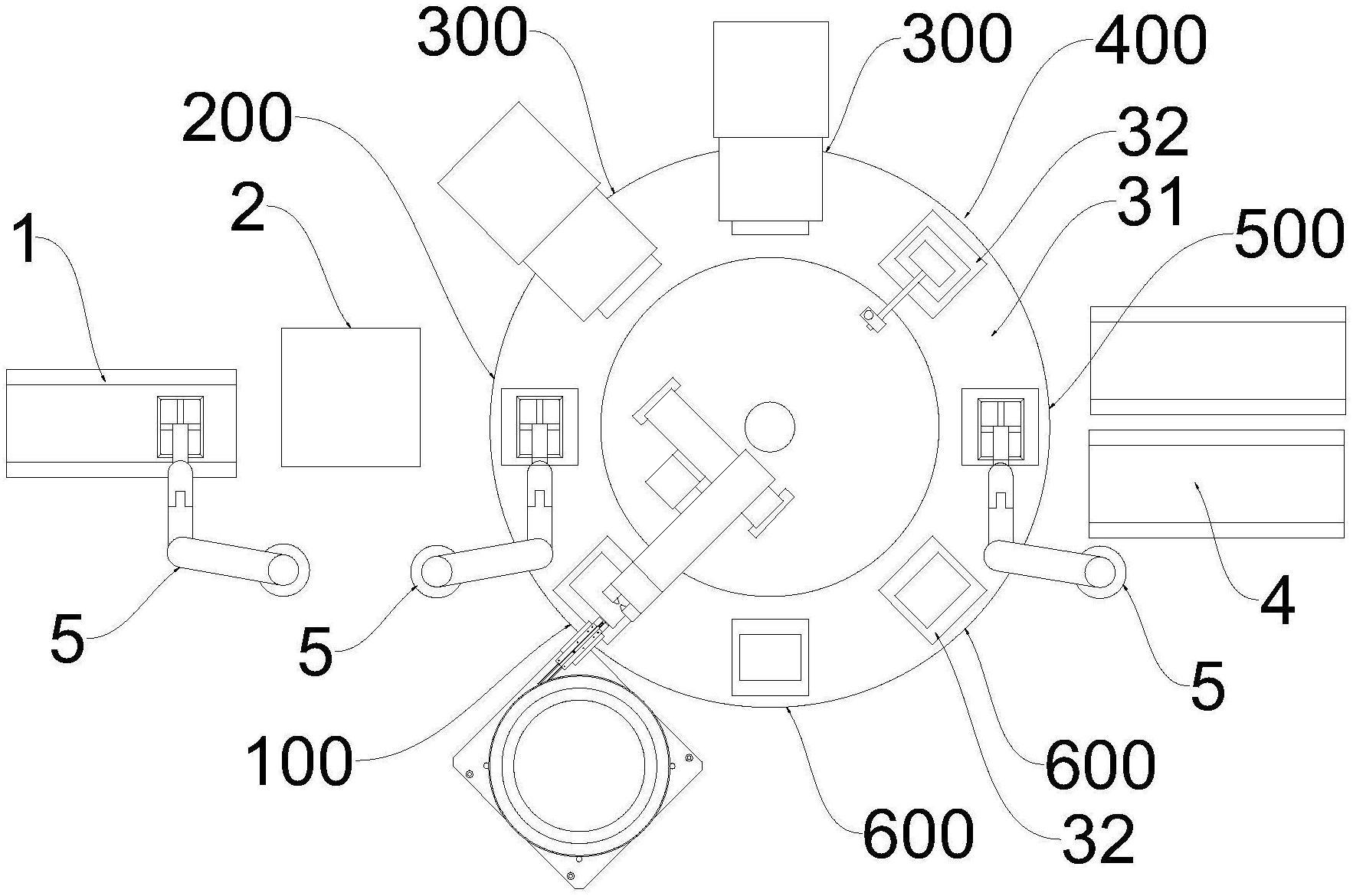
2、本实用新型解决其技术问题所采用的技术方案是:一种托盘的防静电铆钉组装设备,包括分别用于传送未加工托盘的托盘上料机构、用于对托盘铆压部位打孔的托盘打孔机构、用于对打孔后托盘自动铆压铆钉的自动装铆钉机构和用于传送铆压完铆钉后托盘的托盘下料机构,所述托盘上料机构和托盘打孔机构之间、托盘打孔机构和自动装铆钉机构之间、自动装铆钉机构和托盘下料机构之间都设置有用于转移托盘的转移机构,所述自动装铆钉机构包括转盘机构、均匀间隔环绕设置在转盘机构上由转盘机构驱动转动的多个托盘治具和依次与多个托盘治具对应设置的自动上铆钉工位、上料工位、至少一个铆压工位、视觉检测工位、下料工位和至少一个备用工位,所述托盘打孔机构和托盘下料机构分别与上料工位和下料工位对应。自动化完成吸塑托盘的打孔和防防静电铆钉的铆压以及产品检测,人工只需要对应在冲孔和铆压设备以外进行上下料即可,使用人工少且速度快效率高,操作安全性能更好。
3、进一步的是:所述转盘机构31包括安置并带动多个托盘治具32旋转移动的下层转动盘和位于下层转动盘上方固定不动的上层固定盘,所述自动上铆钉工位100设置有自动送料机构110和铆钉移栽机构,所述自动送料机构110朝向自动上铆钉工位100的托盘治具32一侧设置有供铆钉按照铆钉帽体朝下自动滑出的出料槽111,所述出料槽111的末端设置有仅对铆钉的铆钉帽体一端限位的转移槽112,所述铆钉移栽机构包括第一驱动机构和用于夹持转移槽112内铆钉上端的铆钉夹持机构130,所述第一驱动机构设置在上层固定盘上,所述铆钉夹持机构130设置在第一驱动机构上并由第一驱动机构驱动其相对转移槽112和自动上铆钉工位100对应的托盘治具32上下、左右以及前后移动。自动化完成铆钉转移移栽,速度快,效率高。
4、进一步的是:所述铆钉夹持机构130包括带有两根并列爪指的气动夹爪131和相对套设在气动夹爪131两根爪指上的第一夹持套132和第二夹持套133,所述第一夹持套132和第二夹持套133对应一端分别对应设置有第一夹持片134和第二夹持片135,所述第一夹持片134和第二夹持片135宽度从被固定一端到相互对应一端逐渐缩小,所述第一夹持片134和第二夹持片135相对一端设置有对称的有弧形缺口,所述弧形缺口的弧形内径与转移槽112内铆钉上端的直径相同。夹持铆钉转移稳固高效,避免在夹持过程中对其它部件和其它铆钉的碰撞或接触影响转移精度。
5、进一步的是:所述弧形缺口的弧度角在90°-120°之间。在确保可以稳定夹持转移铆钉的同时进一步避免在夹持过程中对其它部件和其它铆钉的碰撞或接触影响转移精度。
6、进一步的是:所述转移槽112的凹槽底部为水平面,所述转移槽112的凹槽末端设置有限位块113,所述限位块113朝向出料槽111一侧设置有水平方向凸出的等腰梯形凸台114,所述等腰梯形凸台114靠近出料槽111一端的宽度小于等腰梯形凸台114靠近限位块113一端的宽度。进一步避免铆钉夹持机构130在夹持过程中与转移槽112的碰撞或接触影响转移精度。
7、进一步的是:所述托盘下料机构4包括水平并列的良品传送带机构和次品传送带机构。直接对良品和次品分开传送,便于后续整理及包装流程。
技术特征:
1.一种托盘的防静电铆钉组装设备,其特征在于:包括分别用于传送未加工托盘的托盘上料机构(1)、用于对托盘铆压部位打孔的托盘打孔机构(2)、用于对打孔后托盘自动铆压铆钉的自动装铆钉机构和用于传送铆压完铆钉后托盘的托盘下料机构(4),所述托盘上料机构(1)和托盘打孔机构(2)之间、托盘打孔机构(2)和自动装铆钉机构之间、自动装铆钉机构和托盘下料机构(4)之间都设置有用于转移托盘的转移机构(5),所述自动装铆钉机构包括转盘机构(31)、均匀间隔环绕设置在转盘机构(31)上由转盘机构(31)驱动转动的多个托盘治具(32)和依次与多个托盘治具(32)对应设置的自动上铆钉工位(100)、上料工位(200)、至少一个铆压工位(300)、视觉检测工位(400)、下料工位(500)和至少一个备用工位(600),所述托盘打孔机构(2)和托盘下料机构(4)分别与上料工位(200)和下料工位(500)对应。
2.根据权利要求1所述的一种托盘的防静电铆钉组装设备,其特征在于:所述转盘机构(31)包括安置并带动多个托盘治具(32)旋转移动的下层转动盘和位于下层转动盘上方固定不动的上层固定盘,所述自动上铆钉工位(100)设置有自动送料机构(110)和铆钉移栽机构,所述自动送料机构(110)朝向自动上铆钉工位(100)的托盘治具(32)一侧设置有供铆钉按照铆钉帽体朝下自动滑出的出料槽(111),所述出料槽(111)的末端设置有仅对铆钉的铆钉帽体一端限位的转移槽(112),所述铆钉移栽机构包括第一驱动机构和用于夹持转移槽(112)内铆钉上端的铆钉夹持机构(130),所述第一驱动机构设置在上层固定盘上,所述铆钉夹持机构(130)设置在第一驱动机构上并由第一驱动机构驱动其相对转移槽(112)和自动上铆钉工位(100)对应的托盘治具(32)上下、左右以及前后移动。
3.根据权利要求2所述的一种托盘的防静电铆钉组装设备,其特征在于:所述铆钉夹持机构(130)包括带有两根并列爪指的气动夹爪(131)和相对套设在气动夹爪(131)两根爪指上的第一夹持套(132)和第二夹持套(133),所述第一夹持套(132)和第二夹持套(133)对应一端分别对应设置有第一夹持片(134)和第二夹持片(135),所述第一夹持片(134)和第二夹持片(135)宽度从被固定一端到相互对应一端逐渐缩小,所述第一夹持片(134)和第二夹持片(135)相对一端设置有对称的有弧形缺口,所述弧形缺口的弧形内径与转移槽(112)内铆钉上端的直径相同。
4.根据权利要求3所述的一种托盘的防静电铆钉组装设备,其特征在于:所述弧形缺口的弧度角在90°-120°之间。
5.根据权利要求3所述的一种托盘的防静电铆钉组装设备,其特征在于:所述转移槽(112)的凹槽底部为水平面,所述转移槽(112)的凹槽末端设置有限位块(113),所述限位块(113)朝向出料槽(111)一侧设置有水平方向凸出的等腰梯形凸台(114),所述等腰梯形凸台(114)靠近出料槽(111)一端的宽度小于等腰梯形凸台(114)靠近限位块(113)一端的宽度。
6.根据权利要求1所述的一种托盘的防静电铆钉组装设备,其特征在于:所述托盘下料机构(4)包括水平并列的良品传送带机构和次品传送带机构。
技术总结
本技术涉及托盘自动化生产加工设备技术领域,特别涉及一种托盘的防静电铆钉组装设备,包括依次列布的托盘上料机构、托盘打孔机构、自动装铆钉机构和托盘下料机构且相连两个机构之间设置有用于转移托盘的转移机构,自动装铆钉机构包括转盘机构、均匀间隔环绕设置在转盘机构上由转盘机构驱动转动的多个托盘治具和依次与多个托盘治具对应设置的自动上铆钉工位、上料工位、至少一个铆压工位、视觉检测工位、下料工位和至少一个备用工位。自动化完成吸塑托盘的打孔和防防静电铆钉的铆压以及产品检测,人工只需要对应在冲孔和铆压设备以外进行上下料即可,使用人工少且速度快效率高,操作安全性能更好。
技术研发人员:朱帮明
受保护的技术使用者:苏州承源达包装材料有限公司
技术研发日:20221128
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!