一种定位销压装工装的制作方法
本技术涉及驾驶室稳定杆的连接座锻件的定位销压装,具体是一种定位销压装工装。
背景技术:
1、驾驶室稳定杆作为驾驶室前悬置的重要组成部分,主要作用是为了提高驾驶室的抗冲击性和操控稳定性。在实施稳定杆总成焊接前,通常需要将定位销压装到稳定杆连接座锻件的定位销孔内。
2、在实际压装过程中,由于稳定杆连接座锻件的底面通常为圆弧结构,不易进行摆放、定位,在采用人工压装时,考虑定位销与稳定杆连接座锻件为过盈配合,且压力大,实际操作不安全,且在批量生产时,依靠人工压装的效率必然低下。另外,在手工敲击定位销时,易造成定位销的表面发生损坏,返工费时费力。
3、因此,需针对驾驶室稳定杆设计一款专用的定位销压装工装,来实现半自动压装生产,提升生产效率。
技术实现思路
1、本实用新型的目的是为了克服现有技术存在的缺陷和不足,提供一种定位销压装工装,以实现定位销的半自动压装,提升生产效率。
2、为实现上述目的,本实用新型提供如下技术方案:
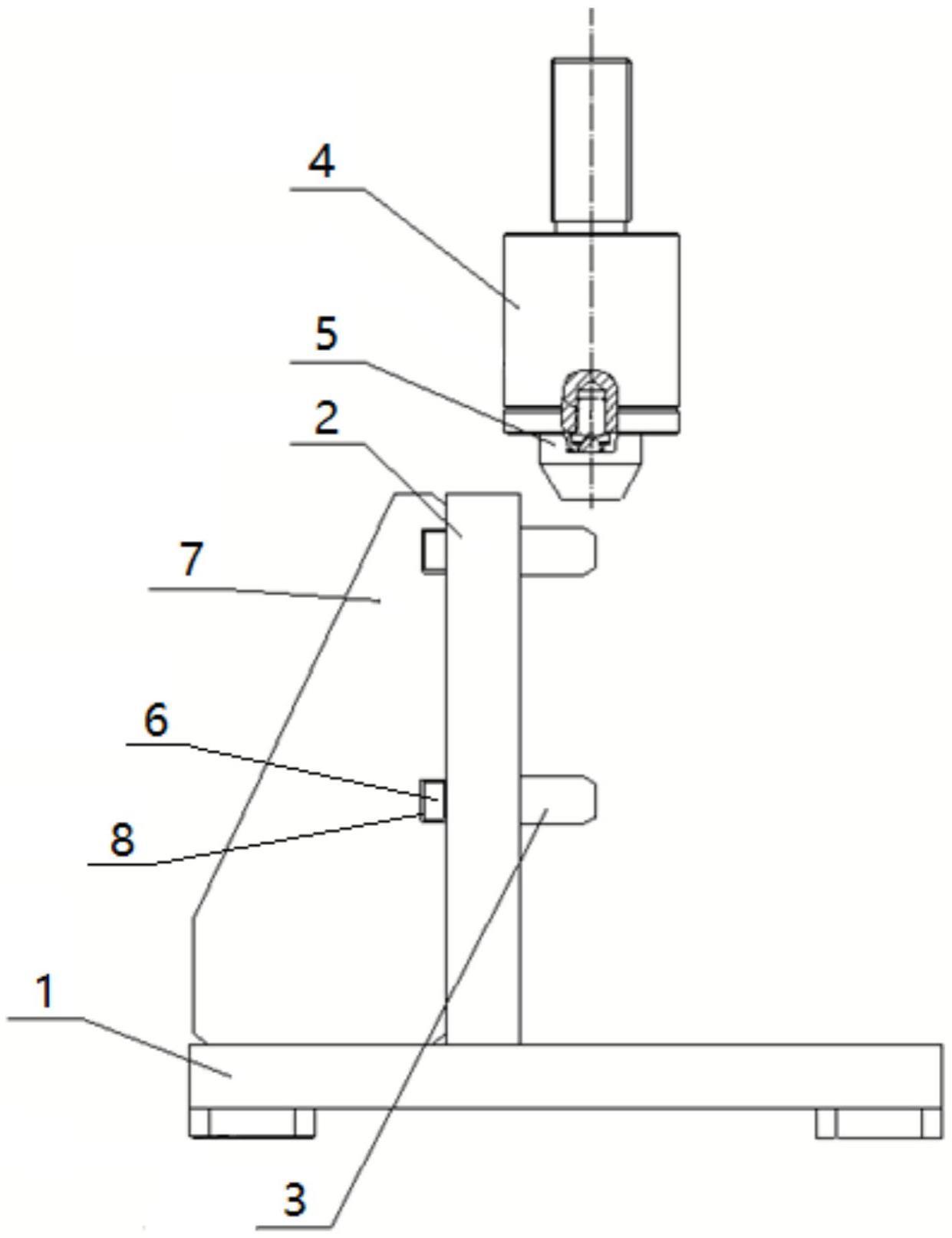
3、一种定位销压装工装,包括有底座,其特征在于:所述的底座上固定连接有竖板,所述竖板的一侧自上而下依次固定有若干个定位柱,所述的若干个定位柱用于插入稳定杆连接座锻件上的横向通孔中,将所述稳定杆连接座锻件固定在所述竖板的一侧;所述竖板的上方设有可上下移动的压头,所述压头的底端固定连接有磁力扣,所述的磁力扣用于磁吸定位销,磁力扣随所述压头下移时,将所述定位销压装到所述稳定杆连接座锻件上的定位销孔中。
4、进一步的,所述的竖板上自上而下依次设有贯穿其两侧侧面的若干个通孔,所述若干个定位柱的一端分别对应插装于所述的若干个通孔中,每个定位柱的插入端均设有螺纹盲孔,有锁紧螺栓自所述竖板的另一侧旋入所述的螺纹盲孔中,将所述若干个定位柱固定于所述竖板上。
5、进一步的,所述若干个通孔的个数大于或等于所述若干个定位柱的个数。
6、进一步的,所述底座的上表面与竖板的另一侧之间固定连接有筋板。
7、进一步的,所述的筋板在朝向所述竖板的一侧设有若干个凹槽,所述若干个凹槽用于为若干个所述锁紧螺栓提供让位空间。
8、进一步的,所述磁力扣的底端设有与所述定位销的顶端锥形头相适配的锥形槽。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用新型结构简单,采用固定于底座上的竖板,并在竖板的一侧固定若干个定位柱,用于插入稳定杆连接座锻件上的横向通孔中,可将稳定杆连接座锻件固定在竖板的一侧;同时,在竖板的上方设置可上下移动的压头,在压头的底端固定连接磁力扣,用于磁吸尺寸较小的定位销,磁力扣随压头下移时,能够准确的将定位销压装到稳定杆连接座锻件上的定位销孔中,实现了定位销的半自动压装,提升了生产效率,且不会造成定位销发生损坏。
技术特征:
1.一种定位销压装工装,包括有底座,其特征在于:所述的底座上固定连接有竖板,所述竖板的一侧自上而下依次固定有若干个定位柱,所述的若干个定位柱用于插入稳定杆连接座锻件上的横向通孔中,将所述稳定杆连接座锻件固定在所述竖板的一侧;所述竖板的上方设有可上下移动的压头,所述压头的底端固定连接有磁力扣,所述的磁力扣用于磁吸定位销,磁力扣随所述压头下移时,将所述定位销压装到所述稳定杆连接座锻件上的定位销孔中。
2.根据权利要求1所述的一种定位销压装工装,其特征在于:所述的竖板上自上而下依次设有贯穿其两侧侧面的若干个通孔,所述若干个定位柱的一端分别对应插装于所述的若干个通孔中,每个定位柱的插入端均设有螺纹盲孔,有锁紧螺栓自所述竖板的另一侧旋入所述的螺纹盲孔中,将所述若干个定位柱固定于所述竖板上。
3.根据权利要求2所述的一种定位销压装工装,其特征在于:所述若干个通孔的个数大于或等于所述若干个定位柱的个数。
4.根据权利要求2所述的一种定位销压装工装,其特征在于:所述底座的上表面与竖板的另一侧之间固定连接有筋板。
5.根据权利要求4所述的一种定位销压装工装,其特征在于:所述的筋板在朝向所述竖板的一侧设有若干个凹槽,所述若干个凹槽用于为若干个所述锁紧螺栓提供让位空间。
6.根据权利要求1所述的一种定位销压装工装,其特征在于:所述磁力扣的底端设有与所述定位销的顶端锥形头相适配的锥形槽。
技术总结
本技术公开了一种定位销压装工装,包括有底座,底座上固定连接有竖板,竖板的一侧自上而下依次固定有若干个定位柱,若干个定位柱用于插入稳定杆连接座锻件上的横向通孔中,将稳定杆连接座锻件固定在竖板的一侧;竖板的上方设有可上下移动的压头,压头的底端固定连接有磁力扣,磁力扣用于磁吸定位销,磁力扣随压头下移时,将定位销压装到稳定杆连接座锻件上的定位销孔中。本技术结构简单,将稳定杆连接座锻件固定在竖板的一侧后,磁吸定位销的磁力扣随压头下移,能够准确的将定位销压装到稳定杆连接座锻件上的定位销孔中,实现了定位销的半自动压装,提升了生产效率,且不会造成定位销发生损坏。
技术研发人员:徐天石
受保护的技术使用者:安庆汇通汽车部件股份有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!