一种加工工装的制作方法
本技术涉及涨紧轮支架的加工,具体是一种加工工装。
背景技术:
1、在涨紧轮支架加工时,需要加工三个面,正面、背面、侧面,目前是设置三个工装,分别加工正面、背面、侧面,在第一个工装加工正面结束后,取下涨紧轮支架放在第二个工装上加工背面,在第二个工装加工背面结束后,取下涨紧轮支架放在第三个工装上加工侧面。此种方式,需要三个工装,每两个工装之间需要转运,不仅增加加工的周期,还会在多次转运中会发生损坏的风险。
技术实现思路
1、为解决上述现有技术的缺陷,本实用新型提供一种加工工装,本实用新型结构紧凑,在同一个工装即可完成涨紧轮支架的三个面的加工,中间无需转运,直接更换到下一工位即可,成本低,能够联动实现涨紧轮支架的定位,使用方便快捷,加工周期短。
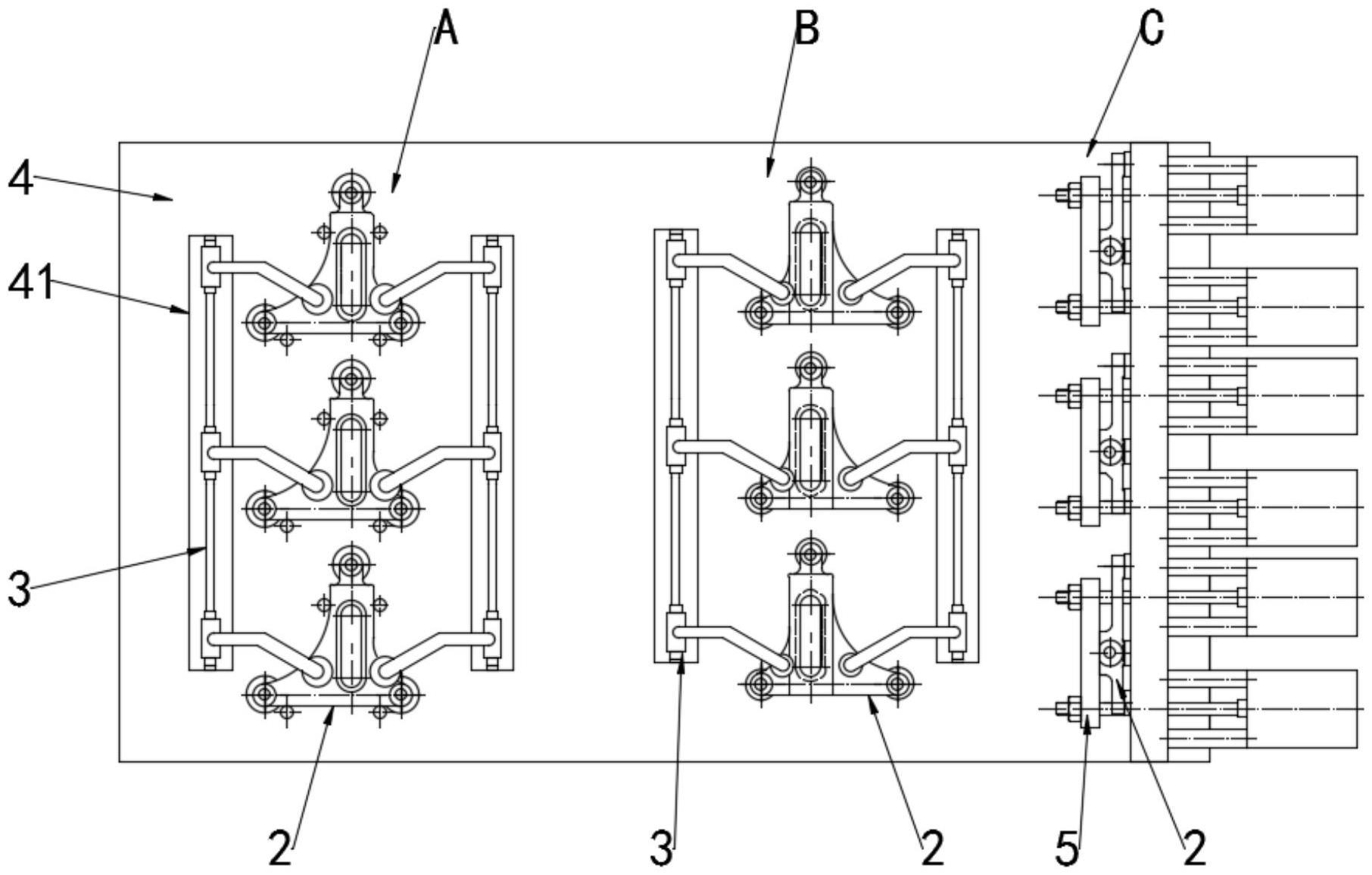
2、为实现上述技术目的,本实用新型采用如下技术方案:一种加工工装,包括承载板,所述承载板上设置有三个工位,第一个工位和第二个工位分别设置有用于压制涨紧轮支架正面、背面的联动压板组件,第三个工位设置有用于竖向压制涨紧轮支架的气缸压板组件。
3、进一步地,所述联动压板组件包括主动轴,所述主动轴铰接有两个主动摆臂,两个所述主动摆臂的另一端均铰接有从动轴,所述从动轴铰接有从动摆臂,所述从动摆臂设置有压板用于压制涨紧轮支架的正面或者背面。
4、进一步地,所述主动轴套设有至少一个主动铰接套,所述主动摆臂的一端固定于所述主动铰接套;所述从动轴套设有至少一个从动铰接套,所述主动摆臂的另一端固定有主动辅助摆臂,所述主动辅助摆臂固定于所述从动铰接套。
5、进一步地,所述从动摆臂的一端固定有从动辅助摆臂,所述从动辅助摆臂固定于所述从动铰接套,所述主动摆臂的另一端固定有压杆,所述压杆的端部固定所述压板。
6、进一步地,所述主动摆臂与所述主动辅助摆臂之间钝角设置,所述主动辅助摆臂与所述从动辅助摆臂之间钝角设置,所述从动摆臂与所述主动摆臂之间空间交叉设置。
7、进一步地,所述主动摆臂连接有驱动气缸。
8、进一步地,所述承载板开设有容纳槽,所述从动轴设于所述容纳槽中且两端固定于所述承载板。
9、综上所述,本实用新型取得了以下技术效果:
10、本实用新型在同一个工装上设置三个工位,在第一个工位加工结束后无需转运直接放置到第二个工位,第二个工位加工结束后无需转运直接放置到第三个工位,第三个工位加工结束后直接取出放到收集框,在整个加工过程中无需转运,只需要取下和放置即可,减少转运的时间和损坏的风险;
11、本实用新型设置联动的压板组件,能够一个驱动件驱动多个压板,减少动力源的使用,成本低,且同步性较好,使用快捷方便。
技术特征:
1.一种加工工装,其特征在于:包括承载板(4),所述承载板(4)上设置有三个工位,第一个工位和第二个工位分别设置有用于压制涨紧轮支架正面、背面的联动压板组件(3),第三个工位设置有用于竖向压制涨紧轮支架的气缸压板组件(5);所述联动压板组件(3)包括主动轴(309),所述主动轴(309)铰接有两个主动摆臂(303),两个所述主动摆臂(303)的另一端均铰接有从动轴(301),所述从动轴(301)铰接有从动摆臂(306),所述从动摆臂(306)设置有压板(308)用于压制涨紧轮支架的正面或者背面。
2.根据权利要求1所述的一种加工工装,其特征在于:所述主动轴(309)套设有至少一个主动铰接套(310),所述主动摆臂(303)的一端固定于所述主动铰接套(310);所述从动轴(301)套设有至少一个从动铰接套(302),所述主动摆臂(303)的另一端固定有主动辅助摆臂(304),所述主动辅助摆臂(304)固定于所述从动铰接套(302)。
3.根据权利要求2所述的一种加工工装,其特征在于:所述从动摆臂(306)的一端固定有从动辅助摆臂(305),所述从动辅助摆臂(305)固定于所述从动铰接套(302),所述主动摆臂(303)的另一端固定有压杆(307),所述压杆(307)的端部固定所述压板(308)。
4.根据权利要求3所述的一种加工工装,其特征在于:所述主动摆臂(303)与所述主动辅助摆臂(304)之间钝角设置,所述主动辅助摆臂(304)与所述从动辅助摆臂(305)之间钝角设置,所述从动摆臂(306)与所述主动摆臂(303)之间空间交叉设置。
5.根据权利要求4所述的一种加工工装,其特征在于:所述主动摆臂(303)连接有驱动气缸。
6.根据权利要求5所述的一种加工工装,其特征在于:所述承载板(4)开设有容纳槽(41),所述从动轴(301)设于所述容纳槽(41)中且两端固定于所述承载板(4)。
技术总结
本技术公开了一种加工工装,包括承载板,所述承载板上设置有三个工位,第一个工位和第二个工位分别设置有用于压制涨紧轮支架正面、背面的联动压板组件,第三个工位设置有用于竖向压制涨紧轮支架的气缸压板组件。在同一个工装即可完成涨紧轮支架的三个面的加工,中间无需转运,直接更换到下一工位即可,成本低,能够联动实现涨紧轮支架的定位,使用方便快捷,加工周期短。
技术研发人员:吴保枫,路琳
受保护的技术使用者:无锡市恒发减震器有限公司
技术研发日:20221208
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!