用于加工隐形眼镜的定位柱及定位塞盘的制作方法
本公开涉及隐形眼镜的加工器械领域,具体地,其涉及一种用于加工隐形眼镜的定位柱及定位塞盘。
背景技术:
1、在现有的隐形眼镜加工领域中,隐形眼镜多由端面为平面的圆柱形原材料2,(俗称“纽扣”,材质为聚甲基丙烯酸甲酯)加工而成。加工过程中,加工人员首先将纽扣2的一个轴向端平面通过水溶性胶水a固定在具有平面形式的定位面的常规定位加工柱1上。车床随后对纽扣裸露的端平面(对应于图1的纽扣2的右侧表面)进行车削加工,以加工出隐形眼镜2’的一个表面(见图2隐形眼镜2’上与标记“a”相对的表面,该表面通常是与眼球接触的内表面,具体见下文描述)。然后,由加工人员通过刀具直接切割位于常规定位柱和纽扣之间的水溶性胶水,将附带了部分水溶性沾合剂a的粗加工隐形眼镜置入水中,由水溶解水溶性沾合剂a。在图1的示意中,隐形眼镜以巩膜镜的形式示出。
2、参见图2,其示出了现有的隐形眼镜2’中加工过程所涉及的另一定位柱(记为“定位加工柱1’”)的轴向截面图。定位加工柱1’具有和粗加工后的隐形眼镜的内表面匹配的定位面。在通过水溶性沾合剂a将隐形眼镜2’的内表面(即车削图1的纽扣2的右侧表面而形成的表面)粘连在定位加工柱的定位面后,再由车床进一步加工隐形眼镜2的外表面(即图2的隐形眼镜2’的右侧表面)。最后,将加工好的隐形眼镜连带定位加工柱1’一同放入水中,由水融化水溶性沾合剂a,使隐形眼镜2’脱离定位加工柱1。
3、继续参见图2,由于粗加工后的隐形眼镜2’和定位加工柱1’之间不是平面接触的形式,水溶性沾合剂a很难由刀具直接切割。因此,如上所述,加工好的隐形眼镜2’需要连带定位加工柱1’一同放入水中来溶解水溶性胶水。此时,由于水只能通过定位加工柱和隐形眼镜彼此连接的位置的外缘与水溶性胶水接触(水的流入方向见图2的箭头b),使其慢慢溶解。显然地,这种形式的加工过程影响隐形眼镜的加工速度。
4、因此,亟需对现有的隐形眼镜的加工工具进行改造,以提高隐形眼镜加工速度。
5、公开内容
6、针对根据现有技术的用于隐形眼镜的加工工具的上述现状,本公开的目的之一在于提供一种可以提高水溶性胶水溶解速度,进而提高隐形眼镜的加工速度。
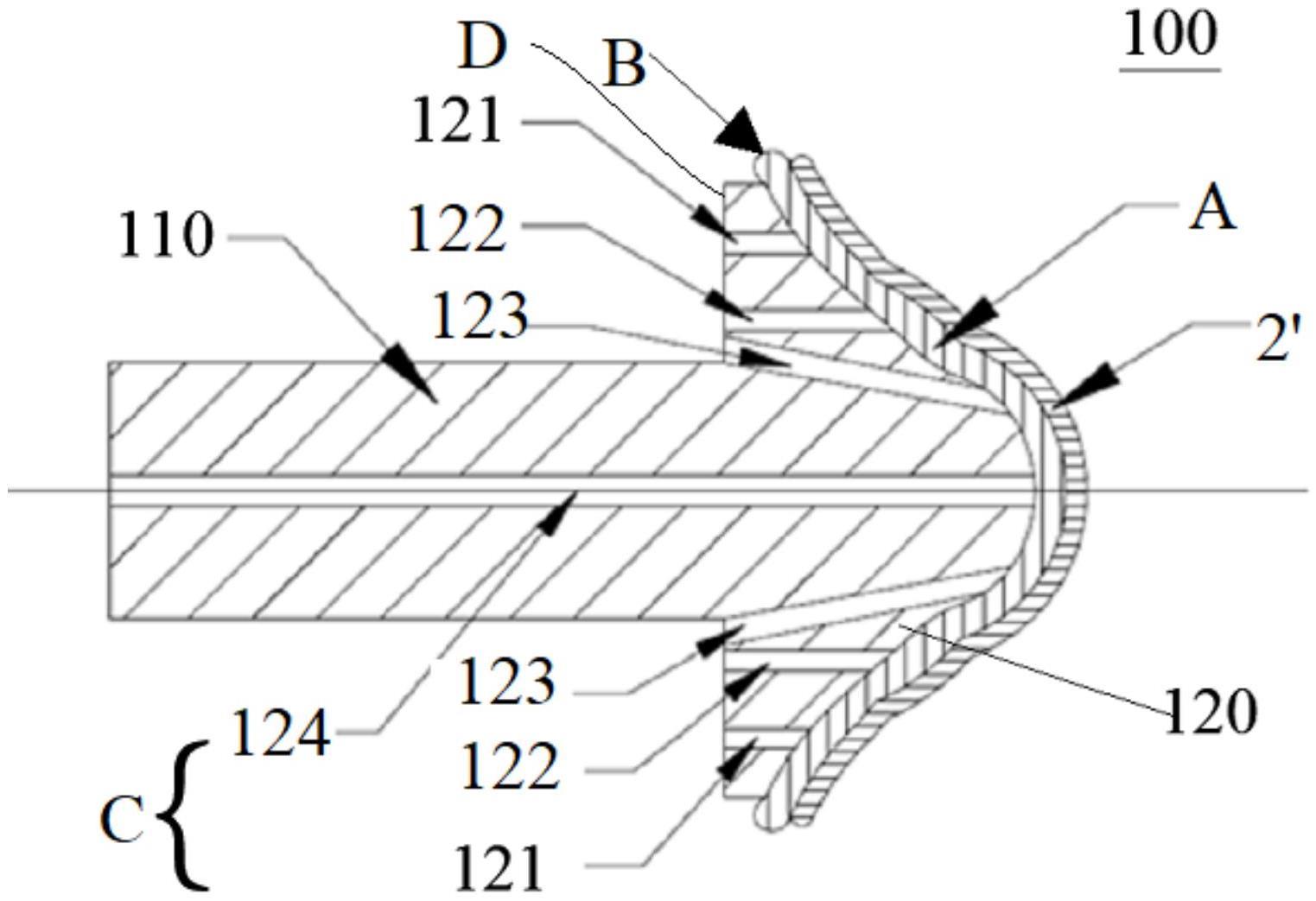
7、该目的通过公开以下形式的用于加工隐形眼镜的定位柱来实现。该用于加工隐形眼镜的定位柱,其中所述定位柱包括:
8、柱体,所述柱体具有适于被夹具夹持的多边形横截面或圆形横截面;以及
9、定位头,所述定位头形成于所述柱体的一个轴向端,并且所述定位头背离所述柱体的一侧包括定位面,所述定位面与所述隐形眼镜的表面形状相匹配以通过粘合剂定位并固定所述隐形眼镜,
10、其中,所述定位头形成有与所述柱体的轴向平行和/或与所述柱体轴向形成锐角夹角的多个通孔,所述通孔的一端位于所述定位面上。
11、优选地,在所述柱体和所述定位头连接的位置处,所述定位头由所述柱体的周向外表面向外凸出而形成与所述定位面相对的握持面。
12、优选地,所述通孔贯通所述握持面和所述定位面。
13、优选地,所述通孔包括:
14、与所述轴向平行的第一通孔,所述第一通孔位于所述定位柱的横向中心和周向外围;
15、与所述轴向形成锐角夹角的第二通孔,所述第二通孔临近所述定位柱的横向中心。
16、优选地,在由所述握持面朝向所述定位面的方向上,所述第二通孔被定向成逐渐朝所述定位面的中心靠拢。
17、优选地,所述第二通孔与所述轴向间的夹角选自6°-25°范围内的任意值。
18、优选地,所述第二通孔的横截面面积大于所述第一通孔的横截面面积。
19、优选地,所述通孔的横截面面积选自1.2mm2-2.6mm2。
20、优选地,所述通孔的数量不少于3个,且沿所述定位头的周向均匀布置。
21、优选地,所述通孔的数量选自3-16个范围内的任意值。
22、此外,本公开还设计和上述用于加工隐形眼镜的定位柱配合的定位塞盘,具体地,用于加工隐形眼镜的定位塞盘包括:
23、底盘,所述底盘上的中心位置包括上述任一项所述的用于加工隐形眼镜的定位柱的柱体形状相匹配的避让孔;以及
24、定位塞,所述定位塞位于所述底盘上,并且所述定位塞的延伸方向与所述定位柱的所述柱体的延伸方向、位置、形状彼此对应,使得所述定位塞能够沿所述定位柱的轴向插入所述通孔。
25、优选地,定位塞盘包括与所述通孔一一对应的多个所述定位塞,并且所有的所述定位塞的延伸方向相同。
26、在符合本领域常识的基础上,上述各优选实施方式,可任意组合,即得本公开各较佳实例。
27、本公开设计的用于加工隐形眼镜的定位柱,可以确保隐形加工过程中的水溶性胶水与水之间具有较大的接触面积,从而减少溶剂水溶性胶水的花费时间。本公开设计的用于加工隐形眼镜的定位柱能够显著减少隐形眼镜的加工时长。
技术实现思路
技术特征:
1.一种用于加工隐形眼镜的定位柱,其特征在于,所述定位柱包括:
2.根据权利要求1所述的用于加工隐形眼镜的定位柱,其特征在于,在所述柱体和所述定位头连接的位置处,所述定位头由所述柱体的周向外表面向外凸出而形成与所述定位面相对的握持面。
3.根据权利要求2所述的用于加工隐形眼镜的定位柱,其特征在于,所述通孔贯通所述握持面和所述定位面。
4.根据权利要求3所述的用于加工隐形眼镜的定位柱,其特征在于,所述通孔包括:
5.根据权利要求4所述的用于加工隐形眼镜的定位柱,其特征在于,在由所述握持面朝向所述定位面的方向上,所述第二通孔被定向成逐渐朝所述定位面的中心靠拢。
6.根据权利要求5所述的用于加工隐形眼镜的定位柱,其特征在于,所述第二通孔与所述轴向间的夹角选自6°-25°范围内的任意值。
7.根据权利要求5所述的用于加工隐形眼镜的定位柱,其特征在于,所述第二通孔的横截面面积大于所述第一通孔的横截面面积。
8.根据权利要求1-7中任一项所述的用于加工隐形眼镜的定位柱,其特征在于,所述通孔的横截面面积选自1.2mm2-2.6mm2。
9.根据权利要求8所述的用于加工隐形眼镜的定位柱,其特征在于,所述通孔的数量不少于3个,且沿所述定位头的周向均匀布置。
10.根据权利要求9所述的用于加工隐形眼镜的定位柱,其特征在于,所述通孔的数量选自3-16个范围内的任意值。
11.一种用于加工隐形眼镜的定位塞盘,其特征在于,所述定位塞盘包括:
12.根据权利要求11所述的用于加工隐形眼镜的定位塞盘,其特征在于,定位塞盘包括与所述通孔一一对应的多个所述定位塞,并且所有的所述定位塞的延伸方向相同。
技术总结
本技术涉及一种用于加工隐形眼镜的定位柱及定位塞盘。定位柱包括柱体和定位头。柱体具有适于被夹具夹持的多边形横截面或圆形横截面。定位头形成于柱体的一个轴向端,并且定位头背离柱体的一侧包括定位面,定位面与隐形眼镜的表面形状相匹配以通过粘合剂定位并固定隐形眼镜。定位头形成有与柱体的轴向平行和/或与柱体轴向形成锐角夹角的多个通孔,通孔的一端位于定位面上。定位柱能够缩短隐形眼镜的加工时间,特别地,在与定位塞盘配套的情况下,加工时间能够被进一步缩短。
技术研发人员:魏强,刘熠
受保护的技术使用者:上海艾康特医疗科技有限公司
技术研发日:20221216
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!