一种新能源汽车副车架夹装装置的制作方法
本技术公开了一种夹装装置,具体涉及一种新能源汽车副车架夹装装置。
背景技术:
1、副车架目前在汽车中应用越来越广泛,汽车悬架中,橡胶衬套不仅起到中间连接的作用,汽车底盘能够起到缓冲吸震,刚度性能和耐久可靠性影响车的舒适性,副车架在生产线组装过程中,衬套的压装是副车架生产过程中重要工序之一。
2、特别是新能源汽车副车架产品需要在压入衬套时受力均匀,衬套和孔面保证间隙合格,衬套能够稳定的压入副车架衬套孔,夹装装置则起到至关重要的作用,以往大多是人工方式进行副车架的定位和夹装,此方法劳动强度高,难以实现自动化稳定生产,同时夹装精度还得不到保证。
技术实现思路
1、本实用新型的目的是为了克服以上的不足,提供一种新能源汽车副车架夹装装置。
2、本实用新型的目的通过以下技术方案来实现:一种新能源汽车副车架夹装装置,包括第一支撑座,第二支撑座,定位板,定位板定位孔,压紧臂,传感器板,定位板右端的两个角落上安装有空心的第一支撑座,定位板左端的两个角落上安装有空心的第二支撑座,第一支撑座的高度大于第二支撑座的高度,每个第一支撑座和第二支撑座的内部都安装有支撑座气缸,产品定位销连接块的下端穿过浮动快和第一支撑座的顶端,并于支撑座气缸相连接,产品定位销连接块的下端穿过第二支撑座的顶端,并于支撑座气缸相连接,第一支撑座和第二支撑座的外表面上安装有压紧臂气缸,压紧臂气缸的顶端固定安装有压紧臂,压紧臂的下端设有传感器板,定位板的上端和左、右两端的边缘处安装有防呆板,定位板的下端边缘处安装有外设电路接口,定位板上设有多根限位柱,定位板上设有均匀分布的定位板定位孔和安装螺纹孔。
3、定位板上安装有多个吊装环。
4、压紧臂以压紧臂气缸为中心可90°旋转。
5、本实用新型与现有技术相比具有以下优点:
6、本实用新型可将工件快速夹装到位,效率快且不易损坏工件,可根据工件的型号和尺寸来更换其相对应的产品定位销连接块来,传感器板可以实现定位防错,浮动块起到自动找正的作用,大大提高压装合格率,增加了自动化程度,减少了人力成本。
技术特征:
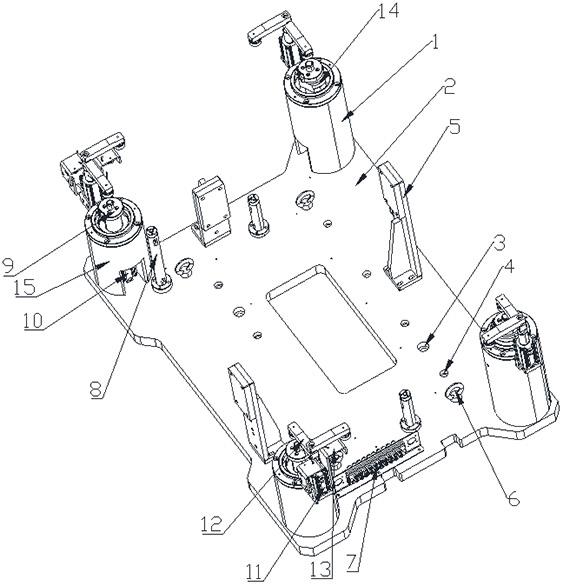
1.一种新能源汽车副车架夹装装置,包括第一支撑座(1),第二支撑座(15),定位板(2),定位板定位孔(3),压紧臂(12),传感器板(13),其特征在于:定位板(2)右端的两个角落上安装有空心的第一支撑座(1),定位板(2)左端的两个角落上安装有空心的第二支撑座(15),第一支撑座(1)的高度大于第二支撑座(15)的高度,每个第一支撑座(1)和第二支撑座(15)的内部都安装有支撑座气缸(10),产品定位销连接块(9)的下端穿过浮动快(14)和第一支撑座(1)的顶端,并于支撑座气缸(10)相连接,产品定位销连接块(9)的下端穿过第二支撑座(15)的顶端,并于支撑座气缸(10)相连接,第一支撑座(1)和第二支撑座(15)的外表面上安装有压紧臂气缸(11),压紧臂气缸(11)的顶端固定安装有压紧臂(12),压紧臂(12)的下端设有传感器板(13),定位板(2)的上端和左、右两端的边缘处安装有防呆板(5),定位板(2)的下端边缘处安装有外设电路接口(7),定位板(2)上设有多根限位柱(8),定位板(2)上设有均匀分布的定位板定位孔(3)和安装螺纹孔(4)。
2.根据权利要求1所述一种新能源汽车副车架夹装装置,其特征是:定位板(2)上安装有多个吊装环(6)。
3.根据权利要求1所述一种新能源汽车副车架夹装装置,其特征是:压紧臂(12)以压紧臂气缸(11)为中心可90°旋转。
技术总结
本技术公开了一种夹装装置,具体涉及一种新能源汽车副车架夹装装置,包括第一支撑座,第二支撑座,定位板,定位板定位孔,压紧臂,传感器板,定位板右端的两个角落上安装有空心的第一支撑座,定位板左端的两个角落上安装有空心的第二支撑座,每个支撑座的内部都安装有支撑座气缸,第一支撑座和第二支撑座的外表面上安装有压紧臂气缸,压紧臂气缸的顶端固定安装有压紧臂,压紧臂的下端设有传感器板,本技术可将工件快速夹装到位,效率快且不易损坏工件,传感器板可以实现定位防错,浮动块可以自动找正,大大提高压装合格率,增加了自动化程度,减少了人力成本。
技术研发人员:刘文永,李史华,王俊有
受保护的技术使用者:江苏文灿压铸有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!