一种集装箱角件通用拉紧器的制作方法
本技术涉及拉紧定位装置,特别是涉及一种集装箱角件通用拉紧器。
背景技术:
1、在集装箱的生产过程中,集装箱的角柱需要进行角件的焊接,而不同尺寸的集装箱角柱则对应不同尺寸的角件,角件为一端开有椭圆形通孔的结构,不同的角件,其椭圆形通孔的高度也对应不同。在角柱与角件的焊接过程中,需要用到尺寸相对应的拉紧器对角件进行固定后再进行焊接。然而,在不同尺寸的集装箱装产时,就需要制作并更换相对应的拉紧器,使得转产的效率低下,并同时增加了制作成本。
技术实现思路
1、基于此,本实用新型的目的在于克服现有技术的不足,提供一种集装箱角件通用拉紧器,通过将拉紧器的压紧块改为高度可调的方式,即可满足不同尺寸的角件的转产定位工作,大大减少了转产时间和制作成本。
2、为了实现上述目的,本实用新型采用的技术方案为:
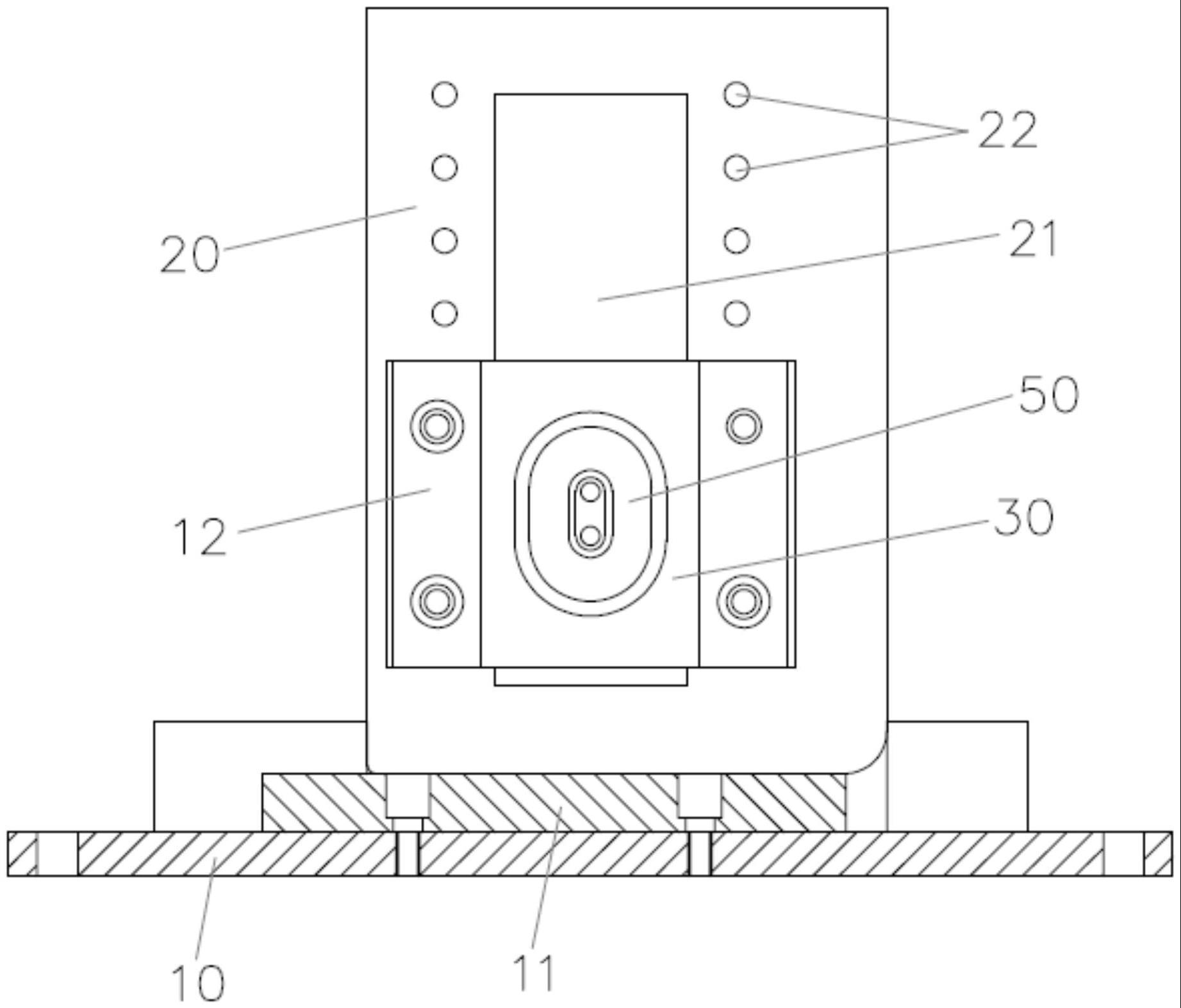
3、一种集装箱角件通用拉紧器,包括底座及设置在所述底座上的支座、可调垫块、螺杆及压紧块;所述支座竖直设置在所述底座上,且所述支座的中部设有通槽,所述支座的一侧从上至下依次设有若干个可调螺纹孔;所述可调垫块可拆卸地设置在所述支座的可调螺纹孔中,且所述可调垫块设有与所述通槽连通的第一通孔,所述螺杆的一端依次穿过所述可调垫块的通孔和所述支座的通槽并与所述压紧块连接,且所述螺杆另一端的外周壁上螺纹连接有可调螺母。
4、作为一种实施方式,所述支座为倒u型的拱门状结构,所述支座的一侧面分别间隔相对地设有两列所述可调螺纹孔,所述可调垫块通过螺丝可拆卸地设置在所述支座的可调螺纹孔中。
5、作为一种实施方式,所述可调垫块包括垫块基板及垂直设置在所述垫块基板上的第一垫块和第二垫块,所述第一垫块与所述第二垫块相对设置并形成夹持通道,所述可调垫块通过所述夹持通道活动插接在所述支座的侧壁上,且所述第一垫块与所述第二垫块均开有所述第一通孔。
6、作为一种实施方式,所述第一垫块开设有多个第一螺纹孔,且所述第一垫块通过螺丝穿过所述第一螺纹孔并可拆卸地设置在所述支座的可调螺纹孔中。
7、作为一种实施方式,所述压紧块的一侧抵靠在所述第二垫块远离所述第一垫块的一侧,所述螺杆的一端依次穿过所述第一垫块、支座及第二垫块并与所述压紧块连接,所述可调螺母螺纹连接在所述螺杆上,且用于锁紧所述第一垫块。
8、作为一种实施方式,所述压紧块的横截面为椭圆形面。
9、作为一种实施方式,所述压紧块设有第二通孔,所述螺杆与所述压紧块连接的端面设有压紧螺纹孔,所述压紧块通过螺丝穿过所述第二通孔并可拆卸地设置在所述螺杆的压紧螺纹孔中。
10、作为一种实施方式,所述底座设有角件垫板,所述角件垫板可拆卸地安装在所述底座上,且所述角件垫板位于所述压紧块远离所述支座的一侧。
11、作为一种实施方式,所述底座设有两根限位方柱,所述两根限位方柱分别间隔相对设置在所述压紧块的两侧,所述角件垫板用于承接所述集装箱角件的底部,所述两根限位方柱用于抵靠所述集装箱角件的侧面。
12、作为一种实施方式,所述支座可拆卸地安装在所述底座上。
13、与传统技术相比,本实用新型的有益效果是:
14、本实用新型通过将拉紧器的压紧块改为高度可调的方式,在使用的过程中,针对不同型号的集装箱角件,只需通过将可调垫块的高度进行相应的调节即可使压紧块能够正对于不同高度的集装箱角件的椭圆形通孔,并通过螺杆上的螺母将可调垫块和压紧块固定,这样一来,即可满足不同尺寸的角件进行转产定位工作,大大节约了转产时间和制作成本。
15、为了更好地理解和实施,下面结合附图详细说明本实用新型。
技术特征:
1.一种集装箱角件通用拉紧器,其特征在于:
2.根据权利要求1所述的集装箱角件通用拉紧器,其特征在于:
3.根据权利要求2所述的集装箱角件通用拉紧器,其特征在于:
4.根据权利要求3所述的集装箱角件通用拉紧器,其特征在于:
5.根据权利要求3所述的集装箱角件通用拉紧器,其特征在于:
6.根据权利要求1所述的集装箱角件通用拉紧器,其特征在于:
7.根据权利要求6所述的集装箱角件通用拉紧器,其特征在于:
8.根据权利要求1所述的集装箱角件通用拉紧器,其特征在于:
9.根据权利要求8所述的集装箱角件通用拉紧器,其特征在于:
10.根据权利要求1所述的集装箱角件通用拉紧器,其特征在于:
技术总结
本技术涉及一种集装箱角件通用拉紧器,包括底座及设置在所述底座上的支座、可调垫块、螺杆及压紧块;所述支座竖直设置在所述底座上,且所述支座的中部设有通槽,所述支座的一侧从上至下依次设有若干个可调螺纹孔;所述可调垫块可拆卸地设置在所述支座的可调螺纹孔中,且所述可调垫块设有与所述通槽连通的第一通孔,所述螺杆的一端依次穿过所述可调垫块的通孔和所述支座的通槽并与所述压紧块连接,且所述螺杆另一端的外周壁上螺纹连接有可调螺母。本技术所述的集装箱角件通用拉紧器,通过将拉紧器的压紧块改为高度可调的方式,即可满足不同尺寸的角件的转产定位工作,大大减少了转产时间和制作成本。
技术研发人员:吴志强,李威,吕二军,邓浩
受保护的技术使用者:广东富华机械装备制造有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!