阀芯上料模具的制作方法
本技术涉及装夹模具,特别涉及阀芯上料模具。
背景技术:
1、在往阀芯(如图5所示)上的销钉插孔内压装销钉时,传统的销钉压装方法基本为将阀芯移(拿)至空气除尘机(气枪和空气压缩机组成)处进行手动清洁除杂、手动销钉安装、移至压销机上进行阀芯装夹、启动压销机进行销钉机械压紧。上述用于阀芯上压装销钉的方法,阀芯在压销机上的装夹操作不方便,销钉压装效率较低,不方便用在大批量阀芯上压装销钉,故需要一种阀芯自动压销机,方便阀芯的装夹限位,实现阀芯上销钉的自动压装。
技术实现思路
1、本实用新型的主要目的在于提供阀芯上料模具,用在阀芯自动压销机上,以提高阀芯的装夹限位的便利性,进而实现阀芯上销钉压装效率的提高,为实现阀芯上销钉的自动压装提供条件。
2、为实现上述目的,本实用新型采取的技术方案为:
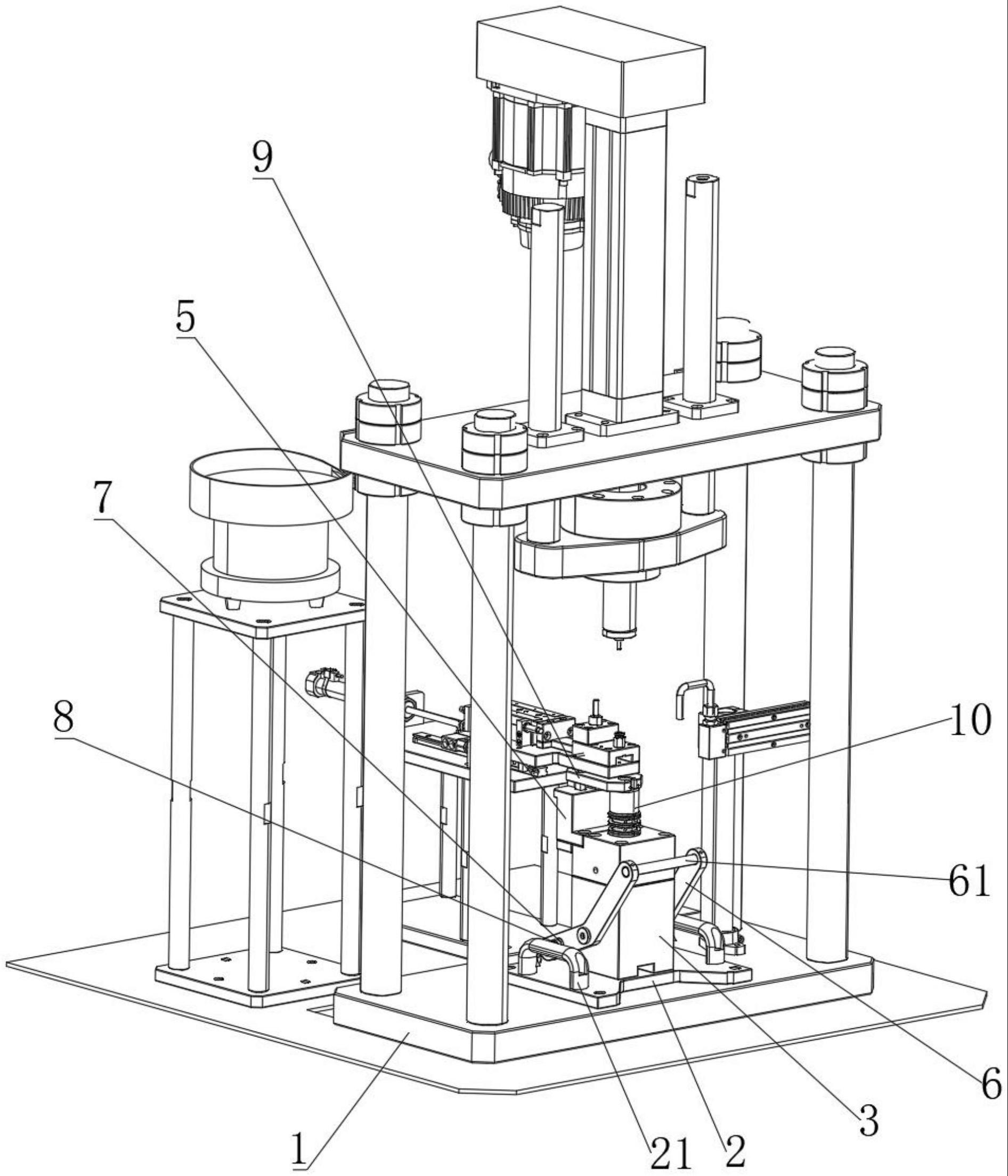
3、阀芯上料模具,用于在阀芯上的销钉插孔内压装销钉时装夹限位阀芯,包括底板,所述底板的上端安装有安装板,所述安装板的上端安装有支块,所述支块的上端中部开设有插槽,所述支块的上端后部卡接安装有顶块,所述顶块的下端后部延伸至支块的后方,所述支块的左、右端均通过轴活动安装有转杆,两个所述转杆的内侧面后侧均开设有活动槽,两个所述活动槽内均活动安装有轴承,两个所述轴承之间共同穿插固定安装有夹芯结构,所述夹芯结构的上端从下往上活动贯穿顶块并延伸至顶块的上方,所述夹芯结构与支块上的插槽相配合,所述支块、插槽、夹芯结构均与阀芯相配合。
4、优选的,所述夹芯结构包括连接杆,两个所述轴承通过轴分别安装在连接杆的左、右端,所述连接杆的上端安装有升降杆,所述升降杆的上端从下往上活动贯穿顶块并延伸至顶块的上方,所述升降杆的上端安装有压板,所述压板上设置有上下贯通的通槽,所述通槽位于插槽的上方。
5、优选的,所述压板上设置有上下贯通的销钉穿孔,所述销钉穿孔位于通槽的一侧,所述压板的下端穿插安装有限位柱,所述限位柱位于通槽的另一侧。
6、优选的,所述升降杆上活动套设有弹簧,所述弹簧位于连接杆和顶块之间。
7、优选的,所述活动槽为长椭圆形槽,两个所述转杆的内侧面前侧共同穿插固定安装有握杆,所述握杆位于支块的前侧,在握杆下移时,转杆摆动抬起轴承,抬起连接杆并压缩弹簧。
8、优选的,所述顶块为l形结构,所述顶块的上端前部与支块的上端面齐平。
9、与现有技术相比,本实用新型具有如下有益效果:
10、通过本实用新型,在往阀芯上压装销钉前,可以完成阀芯的手动装夹限位,且装夹限位的步骤为下压握杆使压板抬起、阀芯装入插槽、释放握杆使限位柱插入限位孔,将销钉插孔和销钉穿孔正对即可,通过上述操作使得在用本实用新型装夹限位阀芯时,阀芯的装夹限位操作简单方便,可以提高阀芯的装夹限位效率,为阀芯上自动压装销钉提供了便利,可以提高阀芯上压装销钉的效率,为实现阀芯上销钉的自动压装提供条件。
技术特征:
1.阀芯上料模具,用于装夹限位阀芯(10),包括底板(1),其特征在于:所述底板(1)的上端安装有安装板(2),所述安装板(2)的上端安装有支块(3),所述支块(3)的上端中部开设有插槽(4),所述支块(3)的上端后部卡接安装有顶块(5),所述顶块(5)的下端后部延伸至支块(3)的后方,所述支块(3)的左、右端均通过轴活动安装有转杆(6),两个所述转杆(6)的内侧面后侧均开设有活动槽(7),两个所述活动槽(7)内均活动安装有轴承(8),两个所述轴承(8)之间共同穿插固定安装有夹芯结构(9),所述夹芯结构(9)的上端从下往上活动贯穿顶块(5)并延伸至顶块(5)的上方,所述夹芯结构(9)与支块(3)上的插槽(4)相配合,所述支块(3)、插槽(4)、夹芯结构(9)均与阀芯(10)相配合。
2.根据权利要求1所述的阀芯上料模具,其特征在于:所述夹芯结构(9)包括连接杆(91),两个所述轴承(8)通过轴分别安装在连接杆(91)的左、右端,所述连接杆(91)的上端安装有升降杆(92),所述升降杆(92)的上端从下往上活动贯穿顶块(5)并延伸至顶块(5)的上方,所述升降杆(92)的上端安装有压板(93),所述压板(93)上设置有上下贯通的通槽(933),所述通槽(933)位于插槽(4)的上方。
3.根据权利要求2所述的阀芯上料模具,其特征在于:所述压板(93)上设置有上下贯通的销钉穿孔(932),所述销钉穿孔(932)位于通槽(933)的一侧,所述压板(93)的下端穿插安装有限位柱(931),所述限位柱(931)位于通槽(933)的另一侧。
4.根据权利要求3所述的阀芯上料模具,其特征在于:所述升降杆(92)上活动套设有弹簧(94),所述弹簧(94)位于连接杆(91)和顶块(5)之间。
5.根据权利要求1所述的阀芯上料模具,其特征在于:所述活动槽(7)为长椭圆形槽,两个所述转杆(6)的内侧面前侧共同穿插固定安装有握杆(61),所述握杆(61)位于支块(3)的前侧,在握杆(61)下移时,转杆(6)摆动抬起轴承(8),抬起连接杆(91)并压缩弹簧(94)。
6.根据权利要求1所述的阀芯上料模具,其特征在于:所述顶块(5)为l形结构,所述顶块(5)的上端前部与支块(3)的上端面齐平。
技术总结
本技术公开了阀芯上料模具,用于在阀芯上的销钉插孔内压装销钉时装夹限位阀芯,包括底板,所述底板的上端安装有安装板,所述安装板的上端安装有支块,所述支块的上端中部开设有插槽,所述支块的上端后部卡接安装有顶块,所述支块的左、右端均通过轴活动安装有转杆,两个所述转杆的内侧面后侧均开设有活动槽,两个所述活动槽内均活动安装有轴承,两个所述轴承之间共同穿插固定安装有夹芯结构,所述夹芯结构的上端从下往上活动贯穿顶块并延伸至顶块的上方。本技术在装夹限位阀芯时,阀芯的装夹限位操作简单方便,可以提高阀芯的装夹限位效率,为阀芯上自动压装销钉提供了便利,可以提高阀芯上压装销钉的效率。
技术研发人员:邱志斌,邱丰成
受保护的技术使用者:昆山力比格智能科技有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!