一种温控器用的动力件装配工装及其装配方法与流程
本发明涉及一种温控器用的动力件装配工装及其装配方法。
背景技术:
1、目前,温控器广泛应用于冰箱等家用电器的温度控制,现有温控器是先将动力件与温控器本体装配,再进行毛细管弯r,然后卡住毛细管,共需要分三道手工作业的工序完成,其装配时间长,作业效率低且繁琐,人工成本高。
技术实现思路
1、本发明其目的就在于提供一种温控器用的动力件装配工装及其装配方法,以解决上述背景技术中的问题。
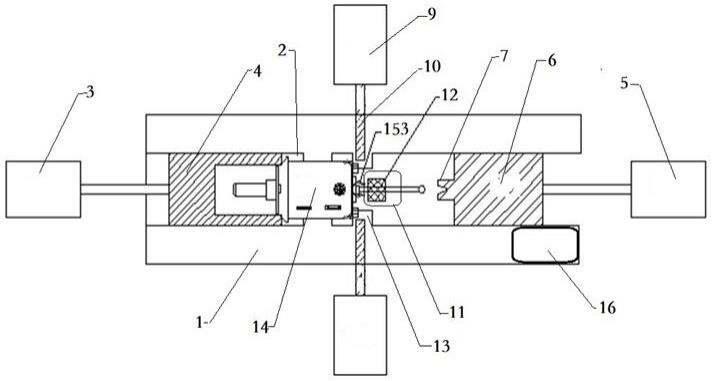
2、为实现上述目的而采取的技术方案是,一种温控器用的动力件装配工装,包括工装座,所述工装座上设有工装槽,工装槽的一端设有与前气缸连接的前滑块,所述工装槽的另一端设有一端与后气缸连接的后滑块,后滑块的另一端分别设有“v”型夹口和凸台,所述工装槽的两侧均设有与侧气缸连接的侧推杆,所述工装槽的底部设有与底部气缸连接的底部推杆,底部推杆的一端穿过工装座置于工装槽内,所述工装槽内设有挡块,所述前气缸、后气缸、侧气缸以及底部气缸均通过控制器控制。
3、进一步,所述侧推杆有两组,两组所述侧推杆对称布置在工装槽的两侧,用于弯曲温控器本体上的本体挂钩。
4、进一步,所述凸台对应动力件的毛细管连接在后滑块的一端,用于将毛细管推动至贴附在动力件的底座上;所述“v”型夹口对应底座上的卡子连接在后滑块的一端,用于挤压卡子卡住毛细管;所述后滑块分别与“v”型夹口、凸台连接为整体结构。
5、进一步,所述前滑块置于工装槽内,用于配合挡块夹紧温控器本体。
6、进一步,所述底部推杆对应动力件的毛细管布置在工装槽下侧,用于将毛细管向上弯曲90°。
7、一种温控器用的动力件装配工装的装配方法,该装配方法包括以下步骤:
8、(1)将动力件的底座上的底座挂钩钩在温控器本体的本体方口内,再将底座上的底座方口套在温控器本体的本体挂钩上,使得动力件的底座贴附在温控器本体上;
9、(2)将温控器本体放入工装槽内,启动控制器;首先,控制器控制前气缸带动前滑块向右移动,前滑块向右推动温控器本体至挡块处,并配合挡块将温控器本体夹紧在工装槽内;之后控制器控制两个侧气缸带动侧推杆向工装槽内推进,侧推杆挤压温控器本体上的本体挂钩,使本体挂钩弯曲至45°,从而将动力件与温控器本体固定在一起,同时控制器控制底部气缸带动底部推杆向上移动,底部推杆向上推动毛细管,将毛细管向上弯曲至90°;最后控制器控制后气缸带动后滑块向左移动,后滑块一端的凸台将向上弯曲至90°的毛细管推动贴附在动力件的底座上,同时“v”型夹口挤压底座上的卡子卡住毛细管,此时温控器本体与动力件的装配作业结束,松开前滑块取出温控器。
10、有益效果
11、与现有技术相比本发明具有以下优点。
12、本发明能够将目前需要分别通过手工操作的将毛细管弯r和用钳子夹住毛细管的两个步骤结合到动力件装配工装内,使得一步就完成以前的三个操作步骤的动作,提高了装配的作业效率,节省了人工成本。
技术特征:
1.一种温控器用的动力件装配工装,包括工装座(1),其特征在于,所述工装座(1)上设有工装槽(2),工装槽(2)的一端设有与前气缸(3)连接的前滑块(4),所述工装槽(2)的另一端设有一端与后气缸(5)连接的后滑块(6),后滑块(6)的另一端分别设有“v”型夹口(7)和凸台(8),所述工装槽(2)的两侧均设有与侧气缸(9)连接的侧推杆(10),所述工装槽(2)的底部设有与底部气缸(11)连接的底部推杆(12),底部推杆(12)的一端穿过工装座(1)置于工装槽(2)内,所述工装槽(2)内设有挡块(13),所述前气缸(3)、后气缸(5)、侧气缸(9)以及底部气缸(11)均通过控制器(16)控制。
2.根据权利要求1所述的一种温控器用的动力件装配工装,其特征在于,所述侧推杆(10)有两组,两组所述侧推杆(10)对称布置在工装槽(2)的两侧,用于弯曲温控器本体(14)上的本体挂钩(141)。
3.根据权利要求1所述的一种温控器用的动力件装配工装,其特征在于,所述凸台(8)对应动力件(15)的毛细管(151)连接在后滑块(6)的一端,用于将毛细管(151)推动至贴附在动力件(15)的底座(152)上;所述“v”型夹口(7)对应底座(152)上的卡子(153)连接在后滑块(6)的一端,用于挤压卡子(153)卡住毛细管(151);所述后滑块(6)分别与“v”型夹口(7)、凸台(8)连接为整体结构。
4.根据权利要求1所述的一种温控器用的动力件装配工装,其特征在于,所述前滑块(4)置于工装槽(2)内,用于配合挡块(13)夹紧温控器本体(14)。
5.根据权利要求1所述的一种温控器用的动力件装配工装,其特征在于,所述底部推杆(12)对应动力件(15)的毛细管(151)布置在工装槽(2)下侧,用于将毛细管(151)向上弯曲90°。
6.一种温控器用的动力件装配工装的装配方法,其特征在于,该装配方法包括以下步骤:
技术总结
本发明公开了一种温控器用的动力件装配工装及其装配方法,所述装配工装包括工装座,所述工装座上设有工装槽,工装槽的一端设有与前气缸连接的前滑块,所述工装槽的另一端设有一端与后气缸连接的后滑块,后滑块的另一端分别设有“V”型夹口和凸台,所述工装槽的两侧均设有与侧气缸连接的侧推杆,所述工装槽的底部设有与底部气缸连接的底部推杆,底部推杆的一端穿过工装座置于工装槽内,所述工装槽内设有挡块,所述前气缸、后气缸、侧气缸以及底部气缸均通过控制器控制。该装配工装能够将手工毛细管弯R和手工用钳子夹住毛细管的两个操作步骤加到动力件装配工装内,使得一步就可完成以前需要三道操作步骤才能完成的装配动作,提高了作业效率。
技术研发人员:欧习文,欧文彬,万绍闽,唐燕明,唐崇华,周森林,张成明,张婷,袁寒琦
受保护的技术使用者:九江恒通自动控制器有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!