一种U型工件尺寸控制定位机构的制作方法
本发明属于车用定位尺寸控制,特别是涉及一种u型工件尺寸控制定位机构。
背景技术:
1、随着汽车行业的发展,新能源汽车行业进入到了高速发展阶段,技术的成熟度不断提高,新的工艺技术得到应用。汽车车身作为各类零部件总成连接后的关键载体,为匹配整车的布置要求,优化车身结构及总成焊接尺寸运用新的工装定位方式来进行尺寸控制。
2、车身前舱减震座总成焊接过程中易产生孔位不居中,影响整车双叉臂装配质量问题。减震器连接板u型形状复杂,开口尺寸回弹且不稳定,在焊接过程中零件无法定位,装配困难,孔位不居中卡滞,极易产生焊接总成尺寸不合格造成报废,直接焊接到车身上流入整车上会造成双叉臂无法装配,返工工时浪费。
技术实现思路
1、针对现有技术中存在的问题,本发明提供了一种u型工件尺寸控制定位机构,能够实现控制u型工件开口尺寸精度、安装孔之间同轴度满足后序双叉臂装配,降低成本投入。
2、为了解决上述技术问题,本发明通过以下技术方案予以实现:
3、一种u型工件尺寸控制定位机构,包括安装板,所述安装板的两端分别安装有第一伸缩驱动装置和第二伸缩驱动装置,所述第一伸缩驱动装置和所述第二伸缩驱动装置的伸缩部正对设置,所述第一伸缩驱动装置和所述第二伸缩驱动装置的伸缩部分别连接有第一连接板和第二连接板,所述第一连接板和所述第二连接板上分别连接有y向第一定位压紧块和y向第二定位压紧块,所述y向第一定位压紧块和所述y向第二定位压紧块上分别设置有y向第一定位销和y向第二定位销;所述安装板的两端侧面分别安装有y向第一定位支撑块和y向第二定位支撑块;所述y向为所述第一伸缩驱动装置和所述第二伸缩驱动装置的伸缩部伸缩的方向。
4、进一步地,所述安装板上还连接有z向第一定位压紧块,所述z向第一定位压紧块位于所述y向第一定位压紧块和所述y向第二定位压紧块之间的中间位置,且所述z向第一定位压紧块低于所述y向第一定位压紧块和所述y向第二定位压紧块,所述z向第一定位压紧块上设置有z向定位销;所述z向为垂直于所述y向竖直向上的方向。
5、进一步地,所述安装板上连接有第一连接件,所述z向第一定位压紧块固定在所述第一连接件上。
6、进一步地,所述安装板上还连接z向第二定位压紧块和z向第三定位压紧块,所述z向第二定位压紧块和所述z向第三定位压紧块位于所述z向第一定位压紧块的两侧位置。
7、进一步地,所述安装板上还连接y向第一支撑块和y向第二支撑块,所述y向第一支撑块和所述y向第二支撑块位于所述z向第一定位压紧块的两侧位置。
8、进一步地,所述安装板上连接有第二连接件和第三连接件,所述z向第二定位压紧块和所述y向第一支撑块固定在所述第二连接件上,所述z向第三定位压紧块和所述y向第二支撑块固定在所述第三连接件上。
9、进一步地,所述安装板的底部连接有连接块,所述连接块上固定有u型连接块,所述u型连接块的底部铰接有l型连接块,所述l型连接块固定连接有自锁气缸,所述自锁气缸的推杆与所述连接块铰接,所述自锁气缸的推杆能够使得所述安装板绕y向翻转。
10、进一步地,所述u型连接块上还固定有支撑座,所述支撑座上设置有缓冲器,所述缓冲器与所述安装板的底部连接。
11、进一步地,所述u型连接块的与所述l型连接块的铰接处还设置有限位块。
12、进一步地,所述第一伸缩驱动装置和所述第二伸缩驱动装置为气缸。
13、与现有技术相比,本发明至少具有以下有益效果:
14、本发明提供的一种u型工件尺寸控制定位机构,在安装定位u型工件时,利用y向第一定位压紧块和y向第二定位压紧块给u型工件提供一个y向的定位压紧力,利用y向第一定位销和y向第二定位销与u型工件上预先开设的定位销孔进行配合定位,实现对u型工件在y向上的定位,利用y向第一定位支撑块和y向第二定位支撑块给u型工件提供一个y向定位支撑力。具体地说,通过控制第一伸缩驱动装置和第二伸缩驱动装置11的伸缩部收缩,使得y向第一定位销和y向第二定位销分别插入u型工件上的定位销孔中,y向第一定位压紧块和y向第二定位压紧块给u型工件y向提供一个定位压紧力,同时y向第一定位支撑块和y向第二定位支撑块给u型工件y向提供一个定位支撑力,能够将u型工件进行可靠的定位,控制u型工件开口尺寸满足公差、安装孔之间的匹配同轴度,结构紧凑,尺寸精度稳定,最终满足双叉臂紧固螺栓正常装配不错孔。即本发明能够实现控制u型工件开口尺寸精度、安装孔之间同轴度满足后序双叉臂装配,降低成本投入。
15、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
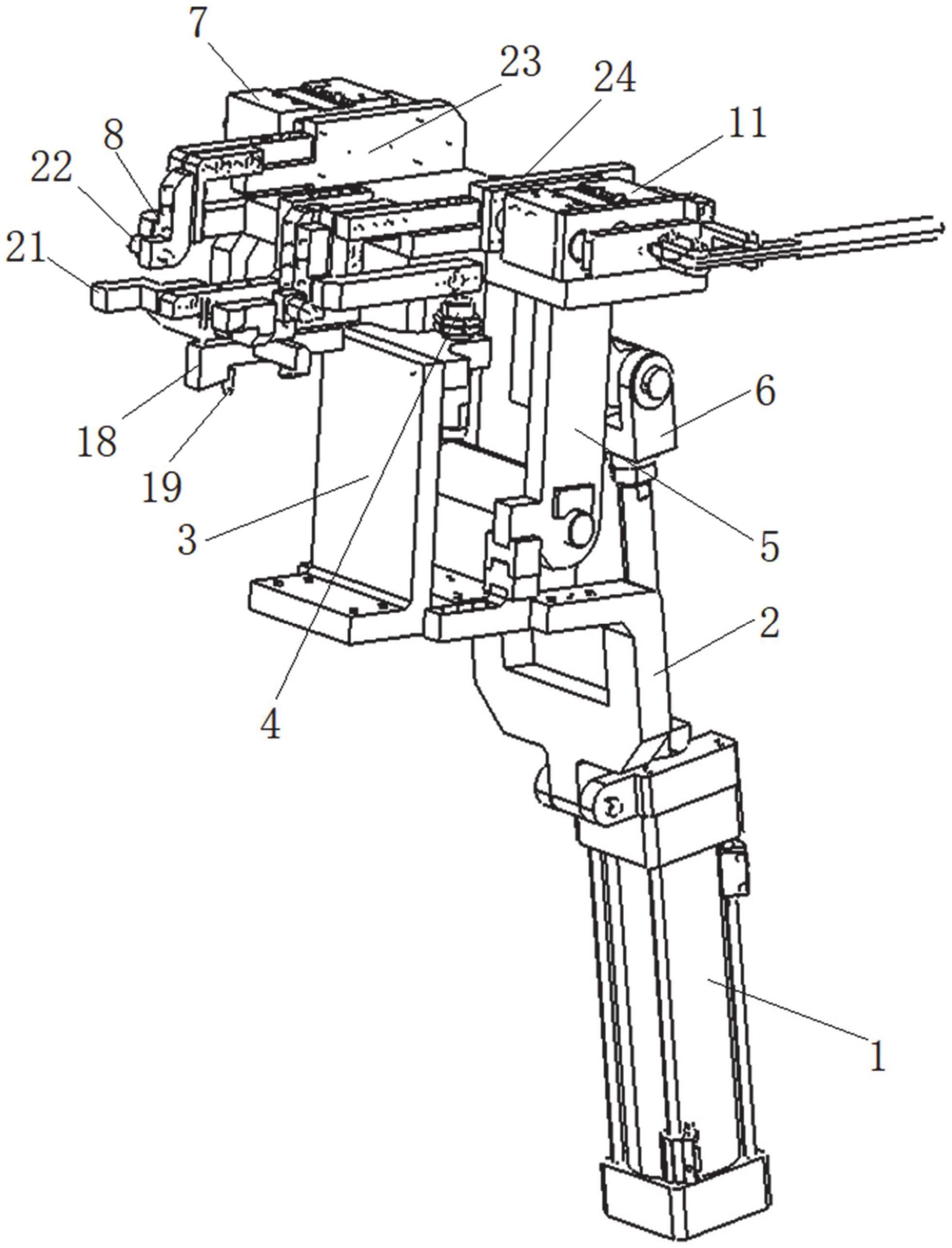
1.一种u型工件尺寸控制定位机构,其特征在于,包括安装板(10),所述安装板(10)的两端分别安装有第一伸缩驱动装置(7)和第二伸缩驱动装置(11),所述第一伸缩驱动装置(7)和所述第二伸缩驱动装置(11)的伸缩部正对设置,所述第一伸缩驱动装置(7)和所述第二伸缩驱动装置(11)的伸缩部分别连接有第一连接板(23)和第二连接板(24),所述第一连接板(23)和所述第二连接板(24)上分别连接有y向第一定位压紧块(8)和y向第二定位压紧块(12),所述y向第一定位压紧块(8)和所述y向第二定位压紧块(12)上分别设置有y向第一定位销(22)和y向第二定位销(14);所述安装板(10)的两端侧面分别安装有y向第一定位支撑块(9)和y向第二定位支撑块(13);所述y向为所述第一伸缩驱动装置(7)和所述第二伸缩驱动装置(11)的伸缩部伸缩的方向。
2.根据权利要求1所述的一种u型工件尺寸控制定位机构,其特征在于,所述安装板(10)上还连接有z向第一定位压紧块(18),所述z向第一定位压紧块(18)位于所述y向第一定位压紧块(8)和所述y向第二定位压紧块(12)之间的中间位置,且所述z向第一定位压紧块(18)低于所述y向第一定位压紧块(8)和所述y向第二定位压紧块(12),所述z向第一定位压紧块(18)上设置有z向定位销(19);所述z向为垂直于所述y向竖直向上的方向。
3.根据权利要求2所述的一种u型工件尺寸控制定位机构,其特征在于,所述安装板(10)上连接有第一连接件(25),所述z向第一定位压紧块(18)固定在所述第一连接件(25)上。
4.根据权利要求2所述的一种u型工件尺寸控制定位机构,其特征在于,所述安装板(10)上还连接z向第二定位压紧块(20)和z向第三定位压紧块(17),所述z向第二定位压紧块(20)和所述z向第三定位压紧块(17)位于所述z向第一定位压紧块(18)的两侧位置。
5.根据权利要求4所述的一种u型工件尺寸控制定位机构,其特征在于,所述安装板(10)上还连接y向第一支撑块(21)和y向第二支撑块(16),所述y向第一支撑块(21)和所述y向第二支撑块(16)位于所述z向第一定位压紧块(18)的两侧位置。
6.根据权利要求5所述的一种u型工件尺寸控制定位机构,其特征在于,所述安装板(10)上连接有第二连接件(26)和第三连接件(27),所述z向第二定位压紧块(20)和所述y向第一支撑块(21)固定在所述第二连接件(26)上,所述z向第三定位压紧块(17)和所述y向第二支撑块(16)固定在所述第三连接件(27)上。
7.根据权利要求1所述的一种u型工件尺寸控制定位机构,其特征在于,所述安装板(10)的底部连接有连接块(6),所述连接块(6)上固定有u型连接块(5),所述u型连接块(5)的底部铰接有l型连接块(2),所述l型连接块(2)固定连接有自锁气缸(1),所述自锁气缸(1)的推杆与所述连接块(6)铰接,所述自锁气缸(1)的推杆能够使得所述安装板(10)绕y向翻转。
8.根据权利要求7所述的一种u型工件尺寸控制定位机构,其特征在于,所述u型连接块(5)上还固定有支撑座(3),所述支撑座(3)上设置有缓冲器(4),所述缓冲器(4)与所述安装板(10)的底部连接。
9.根据权利要求7所述的一种u型工件尺寸控制定位机构,其特征在于,所述u型连接块(5)的与所述l型连接块(2)的铰接处还设置有限位块(15)。
10.根据权利要求1所述的一种u型工件尺寸控制定位机构,其特征在于,所述第一伸缩驱动装置(7)和所述第二伸缩驱动装置(11)为气缸。
技术总结
本发明公开了一种U型工件尺寸控制定位机构,安装板的两端分别安装有第一伸缩驱动装置和第二伸缩驱动装置,第一伸缩驱动装置和第二伸缩驱动装置的伸缩部正对设置,第一伸缩驱动装置和第二伸缩驱动装置的伸缩部分别连接有第一连接板和第二连接板,第一连接板和第二连接板上分别连接有Y向第一定位压紧块和Y向第二定位压紧块,Y向第一定位压紧块和Y向第二定位压紧块上分别设置有Y向第一定位销和Y向第二定位销;安装板的两端侧面分别安装有Y向第一定位支撑块和Y向第二定位支撑块;Y向为第一伸缩驱动装置和第二伸缩驱动装置的伸缩部伸缩的方向。本发明能够实现控制U型工件开口尺寸精度、安装孔之间同轴度满足后序双叉臂装配,降低成本投入。
技术研发人员:李永发,王育勇,陈开芳,黄洋,郎忠平
受保护的技术使用者:奇瑞新能源汽车股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!