一种用于注塑件的微孔冲孔设备的制作方法
本发明涉及自动化设备领域,尤其是涉及一种用于注塑件的微孔冲孔设备。
背景技术:
1、随着工业现代化进程的发展,越来越多的产品生产采用了自动化生产设备,使用模具加工产品是自动化设备,生产线当中不可缺少的机构,可实现半成品或成品的高效率加工。
2、在注塑件的生产过程中,一般都是利用一模双腔或一模多腔的注塑模具,一次出模能够得到两个或多个注塑件产品,对于手机壳等需要在侧边开设微孔的注塑件产品而言,一般都是在开模后对其半成品进行冲孔。
3、现有的冲孔模具种类有很多,可实现不同需求的产品加工,现有行业内的冲孔机构各式各样,但是其设计都不够巧妙,均未能突破传统的结构设计,通常存在体积庞大、占用空间大的缺陷,造成空间资源的浪费,导致总体成本过高;此外在冲孔作业的过程中位置精度不能保证,冲孔模具寿命期很短,加工的产品品质亦不能保证;目前通常为了保证精度会在冲孔模具中增加很多不必要的配件,给生产效率带来很大的影响。
4、目前一般都是在注塑模具开模后手动取出产品,再将产品逐个放入到冲孔模具中进行微孔加工,其自动化程度低,且市面上还没有与之相互匹配的生产线,导致生产效率难以进一步提升。
技术实现思路
1、本发明为克服上述情况不足,提供了一种能解决上述问题的技术方案。
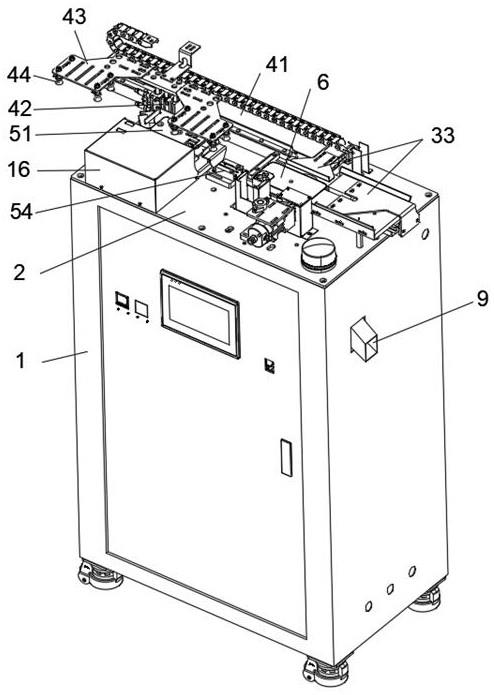
2、一种用于注塑件的微孔冲孔设备,包括机架,机架上固定安装有工作台;
3、工作台上固定安装有双工位上料机构、往复移载机构和冲孔机构;
4、双工位上料机构包括基板、真空吸承接盘和双轴推移机构,基板固定安装在工作台上,真空吸承接盘设置有两个,两个真空吸承接盘分隔布置在基板上,真空吸承接盘上安置有注塑件产品,双轴推移机构固定安装在工作台上,双轴推移机构带动注塑件产品在基板上进行平推;
5、冲孔机构包括冲孔治具、冲孔气缸、冲头和夹紧机构,冲孔治具和冲孔气缸均固定安装在工作台上,冲孔治具上成型有冲孔位,冲孔气缸带动冲头间隙配合插入冲孔位设置;
6、往复移载机构带动注塑件产品输送到冲孔治具内,夹紧机构带动注塑件产品的侧边夹在冲孔治具的外侧进行定位。
7、作为本发明进一步的方案:工作台上还固定安装有剪水口机构,剪水口机构设置在基板的前侧,双轴推移机构带动注塑件产品在基板上进行定位,剪水口机构切除注塑件产品外侧的水口废料,往复移载机构带动切除水口后的注塑件产品输送到冲孔治具内。
8、作为本发明进一步的方案:机架内固定安装有水口废料收集通道,水口废料收集通道的上端穿过工作台设置,水口废料收集通道位于剪水口机构的下侧,水口废料收集通道的下端通出机架设置。
9、作为本发明进一步的方案:基板的前侧边沿固定安装有挡板,基板上侧的左端固定安装有定位边,双轴推移机构带动注塑件产品紧压在挡板和定位边之间进行定位。
10、作为本发明进一步的方案:工作台上还固定安装有卸料机构,卸料机构包括45°气缸支架、卸料气缸和直角卸料架,45°气缸支架固定安装在工作台上,卸料气缸固定安装在45°气缸支架上,卸料气缸的伸缩杆带动直角卸料架靠近或远离冲孔治具设置。
11、作为本发明进一步的方案:机架内固定安装有两个第一升降气缸,第一升降气缸一一对应带动真空吸承接盘升降移动。
12、作为本发明进一步的方案:往复移载机构包括x轴输送机构、第二升降气缸、搬运架和数个吸盘,x轴输送机构固定安装在工作台上,x轴输送机构位于双工位上料机构和冲孔机构的后方,x轴输送机构带动第二升降气缸左右移动,第二升降气缸带动搬运架升降移动,数个吸盘固定安装在搬运架上,搬运架位于基板和冲孔治具的上方。
13、作为本发明进一步的方案:搬运架设置有两个,两个搬运架之间相互左右对称设置,基板和冲孔治具之间的间距与两个搬运架之间的间距相同设置。
14、作为本发明进一步的方案:机架内固定安装有冲孔废料收集通道,冲孔废料收集通道的上端穿过工作台设置,冲孔位内成型有废料收集槽,冲孔废料收集通道与废料收集槽相互连通,冲孔废料收集通道的下端通出机架设置。
15、作为本发明进一步的方案:工作台上固定安装有防护罩,防护罩罩住冲孔机构的前端。
16、与现有技术相比,本发明的有益效果是:
17、1、适用于一模双腔的注塑模具,在注塑模具开模时能够得到两个注塑件产品,通过机械臂将两个注塑件产品同时输送到基板上,通过两个真空吸承接盘进行吸附,然后再利用双轴推移机构推动注塑件产品,让注塑件产品逐个推移到基板的左侧,通过往复移载机构驱动注塑件产品输送到冲孔治具中,实现自动化输送注塑件产品;
18、2、利用冲孔治具外侧的夹紧机构夹住注塑件产品,然后通过冲孔气缸驱动冲头移动到冲孔位内,进而在注塑件产品的外侧边沿冲切微孔结构,实现半成品的自动化加工;
19、3、加工完毕后再通过往复移载机构从冲孔治具内取出注塑件产品进行出料;
20、本发明无需另外使用冲孔模具,占用空间小,寿命长,且能够同时安装两个注塑件产品,适用于一模双腔的注塑模具,通过往复移载机构实现对注塑件产品的自动化移载输送,让其生产效率得到有效提升。
21、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种用于注塑件的微孔冲孔设备,包括机架,机架上固定安装有工作台;
2.根据权利要求1所述的一种用于注塑件的微孔冲孔设备,其特征在于:工作台上还固定安装有剪水口机构,剪水口机构设置在基板的前侧,双轴推移机构带动注塑件产品在基板上进行定位,剪水口机构切除注塑件产品外侧的水口废料,往复移载机构带动切除水口后的注塑件产品输送到冲孔治具内。
3.根据权利要求2所述的一种用于注塑件的微孔冲孔设备,其特征在于:机架内固定安装有水口废料收集通道,水口废料收集通道的上端穿过工作台设置,水口废料收集通道位于剪水口机构的下侧,水口废料收集通道的下端通出机架设置。
4.根据权利要求2所述的一种用于注塑件的微孔冲孔设备,其特征在于:基板的前侧边沿固定安装有挡板,基板上侧的左端固定安装有定位边,双轴推移机构带动注塑件产品紧压在挡板和定位边之间进行定位。
5.根据权利要求1所述的一种用于注塑件的微孔冲孔设备,其特征在于:工作台上还固定安装有卸料机构,卸料机构包括45°气缸支架、卸料气缸和直角卸料架,45°气缸支架固定安装在工作台上,卸料气缸固定安装在45°气缸支架上,卸料气缸的伸缩杆带动直角卸料架靠近或远离冲孔治具设置。
6.根据权利要求1所述的一种用于注塑件的微孔冲孔设备,其特征在于:机架内固定安装有两个第一升降气缸,第一升降气缸一一对应带动真空吸承接盘升降移动。
7.根据权利要求1所述的一种用于注塑件的微孔冲孔设备,其特征在于:往复移载机构包括x轴输送机构、第二升降气缸、搬运架和数个吸盘,x轴输送机构固定安装在工作台上,x轴输送机构位于双工位上料机构和冲孔机构的后方,x轴输送机构带动第二升降气缸左右移动,第二升降气缸带动搬运架升降移动,数个吸盘固定安装在搬运架上,搬运架位于基板和冲孔治具的上方。
8.根据权利要求7所述的一种用于注塑件的微孔冲孔设备,其特征在于:搬运架设置有两个,两个搬运架之间相互左右对称设置,基板和冲孔治具之间的间距与两个搬运架之间的间距相同设置。
9.根据权利要求1所述的一种用于注塑件的微孔冲孔设备,其特征在于:机架内固定安装有冲孔废料收集通道,冲孔废料收集通道的上端穿过工作台设置,冲孔位内成型有废料收集槽,冲孔废料收集通道与废料收集槽相互连通,冲孔废料收集通道的下端通出机架设置。
10.根据权利要求1所述的一种用于注塑件的微孔冲孔设备,其特征在于:工作台上固定安装有防护罩,防护罩罩住冲孔机构的前端。
技术总结
本发明公开了一种用于注塑件的微孔冲孔设备,涉及自动化设备领域,包括机架,机架上固定安装有工作台;工作台上固定安装有双工位上料机构、往复移载机构和冲孔机构;双工位上料机构包括基板、真空吸承接盘和双轴推移机构,基板固定安装在工作台上,真空吸承接盘上安置有注塑件产品,双轴推移机构固定安装在工作台上,双轴推移机构带动注塑件产品在基板上进行平推;冲孔机构包括冲孔治具、冲孔气缸、冲头和夹紧机构,冲孔治具和冲孔气缸均固定安装在工作台上,冲孔治具上成型有冲孔位,冲孔气缸带动冲头间隙配合插入冲孔位设置;往复移载机构带动注塑件产品输送到冲孔治具内,夹紧机构带动注塑件产品的侧边夹在冲孔治具的外侧进行定位。
技术研发人员:鞠玉喜,姚会军,许贤春,陈万新,谭依林
受保护的技术使用者:东莞鑫启航自动化技术有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!