一种理发刀充电器底座自动化组装设备的制作方法
本发明涉及自动化设备领域,尤其是涉及一种理发刀充电器底座自动化组装设备。
背景技术:
1、如图1、图2所示,为一种理发刀充电器底座,其包括:底座103、围设于底座103上方的装饰环102,在装饰环102的顶部设置有上盖101,其中,在底座103上端面沿中心线对称设置有一组金属弹片104,在金属弹片104的外侧对称设置有一对配重块105,在装饰环102的侧壁与金属弹片104对应处开设有pin针孔106,在pin针孔106内插设有两根与金属弹片104连通的pin针。
2、现有的制造方法为,各部件单独加工,再通过人工组装的方式完成。现有的组装方法,不仅效率低下,还容易漏装、误装金属弹片104、配重块105或者pin针,导致不良率偏高,影响产品的品质。
技术实现思路
1、为解决上述问题,本发明提出了一种理发刀充电器底座自动化组装设备,提高了理发刀充电器底座的组装效率和组装质量。
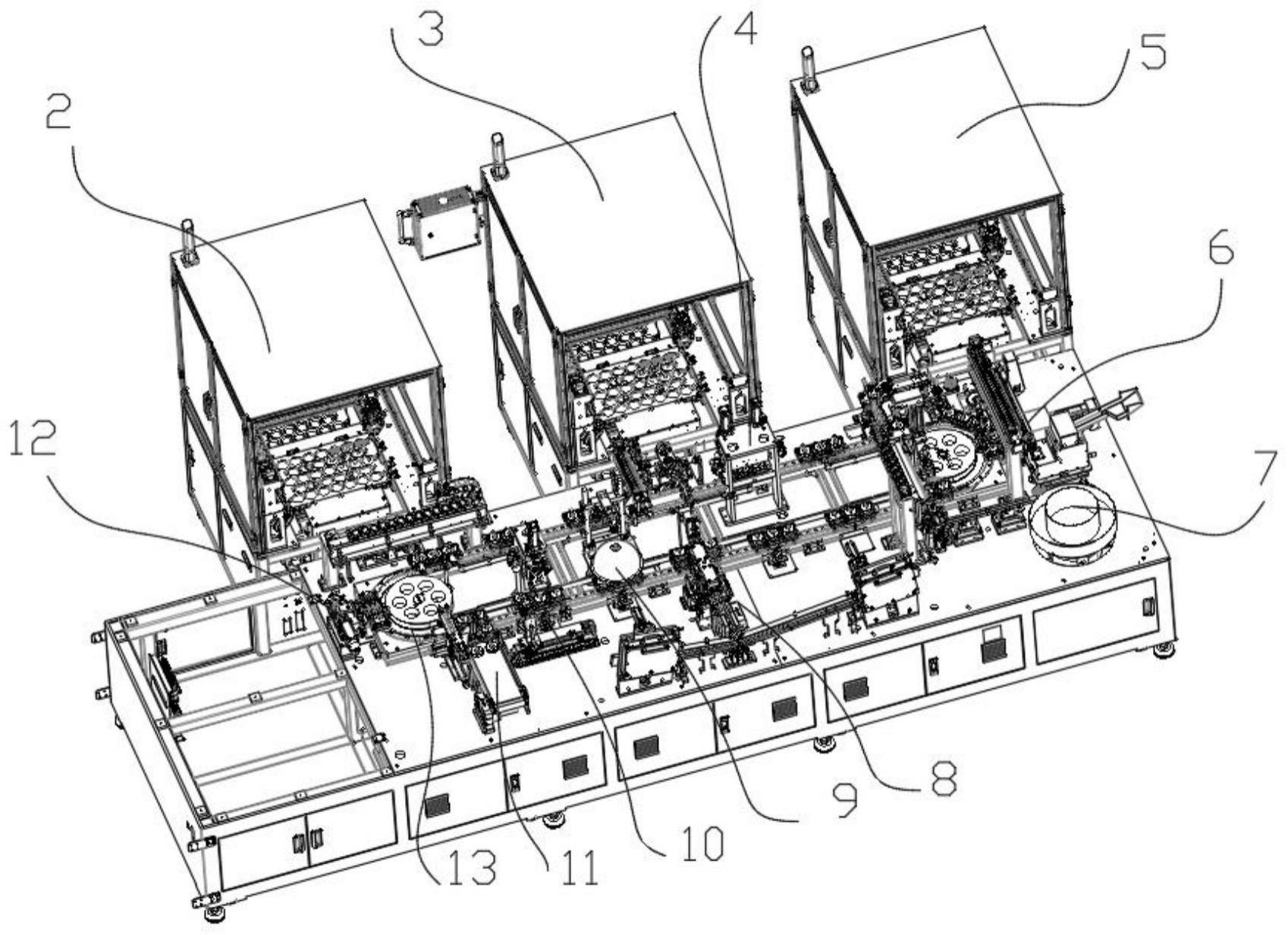
2、本发明的主要内容包括:一种理发刀充电器底座自动化组装设备,包括:工作台,在所述工作台上设置有回转输送盘,在所述回转输送盘上设置有多个产品治具,沿所述回转输送盘依次设置有上盖上料工位、装饰环上料工位、预压紧工位、底座上料工位、pin针上料工位、弹片上料工位、配重块上料工位、ccd检测工位、组装工位、不良品下料工位和良品下料工位。
3、优选地,所述上盖上料工位和装饰环上料工位的结构相同,均包括:码垛供料机构a,设置于机架台上方的移动模组a,在所述移动模组a处设置有用于夹取产品的夹爪a。
4、优选地,所述预压紧工位包括:固定板,在所述固定板的顶部设置有预压气缸,所述预压气缸的活塞杆朝下设置且在活塞杆末端设置有升降板,在所述升降板靠近回转输送盘的一侧设置有预压导轨和匹配的预压滑块,在所述预压滑块处设置有预压头,所述预压头的位置与回转输送盘处的产品治具对应,在所述预压头与升降板之间设置有缓冲弹簧。
5、优选地,所述底座上料工位包括:码垛供料机构c,设置于所述码垛供料机构c上方的移动模组c,在所述移动模组c处设置有用于夹取产品的夹爪c;
6、在所述底座上料工位与回转输送盘之间设置有ccd相机、暂存板和取料组件;
7、所述暂存板包括至少两个放料位,暂存板的底部设置有第一旋转气缸;
8、所述取料组件包括:升降气缸c,在所述升降气缸c的活塞杆末端设置有升降板c,所述升降板c处固定设置有第二旋转气缸,所述第二旋转气缸的移动端通过横梁连接上料夹爪,所述取料机构用于将暂存板处的底座抓取放入回转输送盘的产品治具处。
9、优选地,所述pin针上料工位包括:设置于回转输送盘上方的移动模组d,在所述移动模组d的下方设置有可升降的夹爪d,在所述移动模组d的外侧设置有用于提供pin针的螺丝上料机和暂存组件;
10、所述暂存组件包括:用于暂存pin针的暂存吸管,控制所述暂存吸管转动的旋转气缸d,所述旋转气缸d远离回转输送盘的一侧设置有用于推动旋转气缸d纵向移动的推进气缸d,在所述推进气缸d的下方设置有用于驱动推进气缸d横向移动的横移模组d。
11、优选地,所述弹片上料工位包括:振动盘,连接所述振动盘的直料通道,设置于所述直料通道远离振动盘一端的定位组件,在所述定位组件与回转输送盘之间设置有移动模组e和夹爪e;
12、所述定位组件包括:设置于直料通道终端用于承载弹片的升降块e,设置于所述升降块e上方且可水平移动的推板e,所述推板e的一端开设有卡槽,所述升降块e可带着弹片穿过所述卡槽,所述卡槽具有两个存放位,可存放两个弹片;
13、所述移动模组e处设置有可升降的夹爪e,平行于所述夹爪e升降方向设置有压紧气缸e和压紧块e,当弹片在装入底座时,压紧块e可由压紧气缸e推动压紧底座。
14、优选地,所述配重块上料工位包括:设置于所述回转输送盘上方的压料机构,设置于所述压料机构外侧的配重块上料机构,在所述配重块上料机构远离压料机构的一侧设置有接料机构,所述接料机构的外侧设置有上料通道,在所述上料通道的两侧对称设置有结构相同的第一供料机构和第二供料机构;
15、所述第一供料机构和第二供料机构分别设置有:储料盒,所述储料盒的底部由外侧向靠近上料通道的一侧逐渐降低,所述储料盒的底部侧面开设有一出料口,所述出料口的外部贴紧设置有供料通道,在所述供料通道远离出料口的一侧设置有用于从出料口吸料的吸料机构,所述吸料机构包括:磁铁、驱动所述磁铁移动的吸料气缸,在所述磁铁的下方设置有吸料导轨和吸料滑块,所述磁铁可由吸料气缸驱动到达出料口将储料盒中的对重块吸出;
16、所述第一供料机构和第二供料机构的最低端交汇于上料通道上方,所述第一供料通道和第二供料通道的最低端分别设置有限位杆和驱动所述限位杆的限位气缸;
17、在所述上料通道靠近第一供料机和第二供料机的一端设置有将配重块从供料通道拨入上料通道内的上料推块f和驱动所述上料推块f移动的上料气缸f;
18、所述接料机构包括:接料治具和驱动所述接料治具升降、横移的接料升降气缸和接料横移气缸,所述接料治具位于上料通道的外侧,且具有两个承载配重块的卡位;
19、所述配重块上料机构包括:底部的上料升降气缸f,设置于所述上料升降气缸f活塞杆上端的旋转气缸f,所述旋转气缸的旋转端设置有上料连杆,所述上料连杆的两端分别设置有吸料板,两个吸料板的位置分别与接料机构的治具和回转输送盘上的产品治具相对应,所述吸料板的中部开设有宽度短于配重块长度的让位孔,所述吸料板采用真空吸附的方式吸取配重块;
20、所述压料机构包括:可穿过所述让位孔将配重块压入回转输送盘处底座的压料杆f,驱动所述压料杆f移动的压料气缸f。
21、优选地,所述组装工位包括:设置于所述回转输送盘上方的组装压紧头和驱动所述组装压紧头升降的组装压紧气缸,设置于组装压紧头外侧的组装移动模组和组装夹爪。
22、优选地,所述不良品下料工位包括:设置于回转输送盘上方的移动模组g,设置于所述移动模组g移动端的升降模组g,设置于所述升降模组g下端的夹爪g,以及用于下料的输送带。
23、优选地,所述良品下料工位包括:设置于所述回转输送盘外侧的夹爪h,驱动所述夹爪h翻转的旋转气缸h,驱动所述旋转气缸h升降的升降气缸h。
24、本发明的有益效果在于:
25、本发明在回转输送盘的外侧设置了上盖上料工位、装饰环上料工位、预压紧工位、底座上料工位、pin针上料工位、弹片上料工位、配重块上料工位、ccd检测工位、组装工位、不良品下料工位和良品下料工位,结合自动化的驱动方式,不仅提高了理发刀充电器底座的组装效率,同时,也提高了组装精度,避免误装、漏装等情况的发生,提升了产品的品质。
技术特征:
1.一种理发刀充电器底座自动化组装设备,其特征在于,包括:工作台,在所述工作台上设置有回转输送盘,在所述回转输送盘上设置有多个产品治具,沿所述回转输送盘依次设置有上盖上料工位、装饰环上料工位、预压紧工位、底座上料工位、pin针上料工位、弹片上料工位、配重块上料工位、ccd检测工位、组装工位、不良品下料工位和良品下料工位。
2.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述上盖上料工位和装饰环上料工位的结构相同,均包括:码垛供料机构a,设置于机架台上方的移动模组a,在所述移动模组a处设置有用于夹取产品的夹爪a。
3.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述预压紧工位包括:固定板,在所述固定板的顶部设置有预压气缸,所述预压气缸的活塞杆朝下设置且在活塞杆末端设置有升降板,在所述升降板靠近回转输送盘的一侧设置有预压导轨和匹配的预压滑块,在所述预压滑块处设置有预压头,所述预压头的位置与回转输送盘处的产品治具对应,在所述预压头与升降板之间设置有缓冲弹簧。
4.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述底座上料工位包括:码垛供料机构c,设置于所述码垛供料机构c上方的移动模组c,在所述移动模组c处设置有用于夹取产品的夹爪c;
5.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述pin针上料工位包括:设置于回转输送盘上方的移动模组d,在所述移动模组d的下方设置有可升降的夹爪d,在所述移动模组d的外侧设置有用于提供pin针的螺丝上料机和暂存组件;
6.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述弹片上料工位包括:振动盘,连接所述振动盘的直料通道,设置于所述直料通道远离振动盘一端的定位组件,在所述定位组件与回转输送盘之间设置有移动模组e和夹爪e;
7.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述配重块上料工位包括:设置于所述回转输送盘上方的压料机构,设置于所述压料机构外侧的配重块上料机构,在所述配重块上料机构远离压料机构的一侧设置有接料机构,所述接料机构的外侧设置有上料通道,在所述上料通道的两侧对称设置有结构相同的第一供料机构和第二供料机构;
8.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述组装工位包括:设置于所述回转输送盘上方的组装压紧头和驱动所述组装压紧头升降的组装压紧气缸,设置于组装压紧头外侧的组装移动模组和组装夹爪。
9.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述不良品下料工位包括:设置于回转输送盘上方的移动模组g,设置于所述移动模组g移动端的升降模组g,设置于所述升降模组g下端的夹爪g,以及用于下料的输送带。
10.根据权利要求1所述的一种理发刀充电器底座自动化组装设备,其特征在于,所述良品下料工位包括:设置于所述回转输送盘外侧的夹爪h,驱动所述夹爪h翻转的旋转气缸h,驱动所述旋转气缸h升降的升降气缸h。
技术总结
本发明提出了一种理发刀充电器底座自动化组装设备,包括:工作台,在所述工作台上设置有回转输送盘,在所述回转输送盘上设置有多个产品治具,沿所述回转输送盘依次设置有上盖上料工位、装饰环上料工位、预压紧工位、底座上料工位、PIN针上料工位、弹片上料工位、配重块上料工位、CCD检测工位、组装工位、不良品下料工位和良品下料工位。通过上述方式,提高了理发刀充电器底座的组装效率和组装质量。
技术研发人员:熊伟,陈云
受保护的技术使用者:苏州铭钛自动化科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!