一种涡轮导向叶片燃气热腐蚀试验装夹结构的制作方法
本申请属于航空发动机涡轮试验,特别涉及一种涡轮导向叶片燃气热腐蚀试验装夹结构。
背景技术:
1、涡轮导向叶片是航空发动机中承受温度最高的部件之一,为了验证涡轮导向叶片的耐热能力,需要对其进行燃气热腐蚀试验。燃气热腐蚀试验采用专用试验装置进行,其试验区在试验过程中为密闭容腔,叶片试验件装夹在专用夹具上,在旋转机构的带动下周向旋转,并定期出炉进行冷却和计量,叶片试验件每次进、出炉会伴随机构的震动,因此,要求叶片试验件能够在周向和高度方向上保持稳定。
2、标准试验件一般有圆柱形或片状试样,这两种标准试验件都有其相应的卡具形式。
3、然而进行涡轮导向叶片燃气热腐蚀试验时,由于涡轮导向叶片不是标准件,夹具需要适应叶片本身的结构以实现固定。目前所采用的方法是在圆形底盘上留出一个凹槽,将涡轮导向叶片放置其中,这种结构类似如1所示的将圆柱形试样12放置于圆盘11上的盲孔中,但是由于涡轮导向叶片与圆盘接触面不规则,并不能形成稳定的面接触,只能靠点支撑。并且涡轮导向叶片的重量是圆柱形试样的几十倍,在运动过程中极易发生倾倒或损坏,从而影响试验进行。
技术实现思路
1、本申请的目的是提供了一种涡轮导向叶片燃气热腐蚀试验装夹结构,以解决或减轻背景技术中的至少一个问题。
2、本申请的技术方案是:一种涡轮导向叶片燃气热腐蚀试验装夹结构,所述装夹结构包括:
3、底盘,所述底盘上设有多组夹持块安装孔,每组夹持块安装孔包括四个螺纹通孔,其中,安装同一夹持块的两个螺纹通孔的距离与夹持块上设置的螺纹盲孔的距离相同,安装不同夹持块的螺纹通孔的间距按照涡轮导向叶片可夹持部位的宽度和夹持块宽度设计;
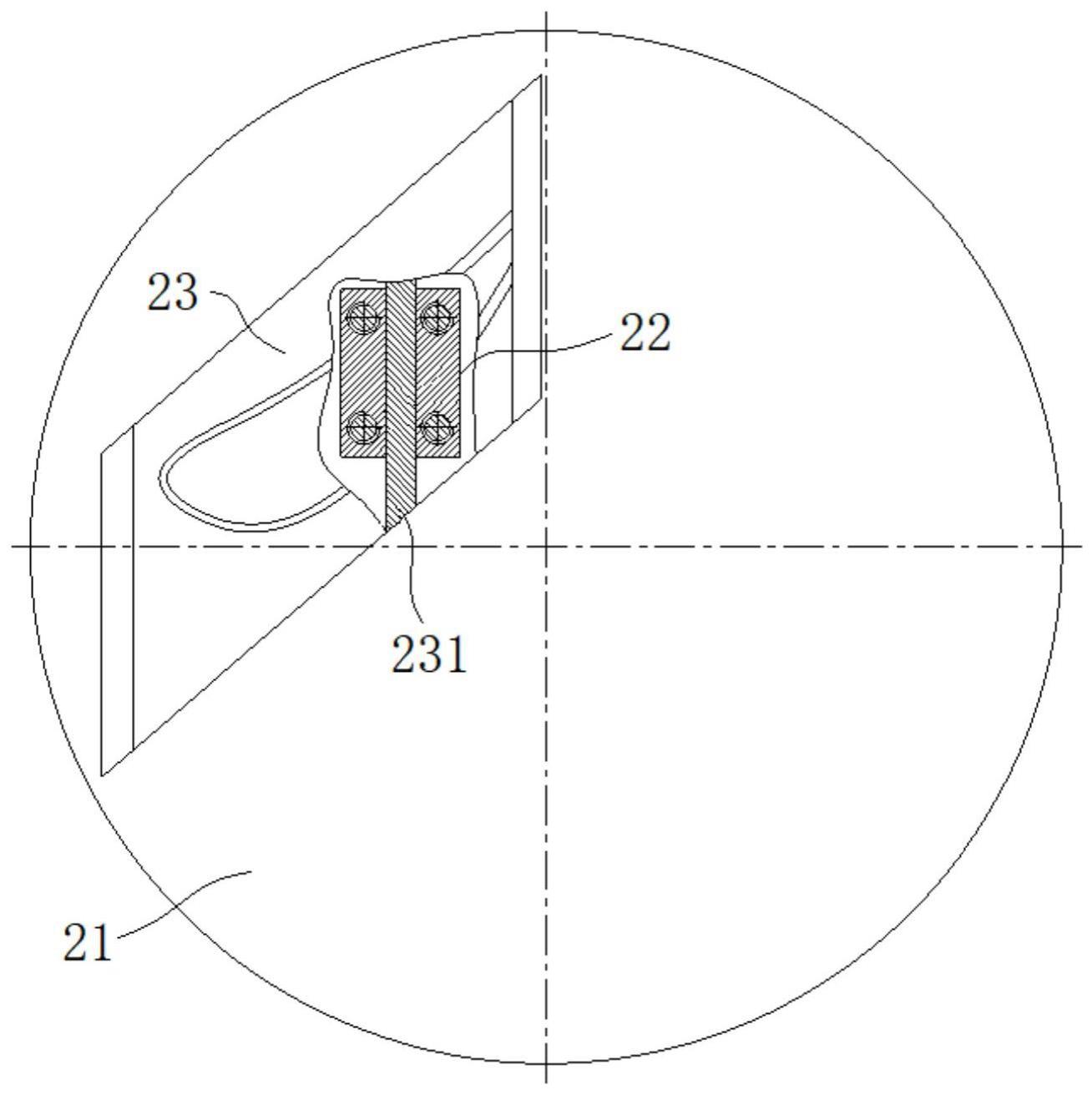
4、夹持块,所述夹持块为多组,每组夹持块包括两个,每个夹持块22设有两个螺纹盲孔,涡轮导向叶片的可夹持部位安装在两个夹持块之间,并与两个夹持块侧面紧密贴合,通过螺钉将夹持块固定在底盘上,从而实现对涡轮导向叶片的装夹。
5、在本申请优选实施方式中,所述底盘为圆形,多组夹持块安装孔以圆形底盘的圆心分布。
6、在本申请优选实施方式中,所述底盘上的螺纹通孔的直径大于夹持块上螺纹盲孔的直径。
7、在本申请优选实施方式中,所述涡轮导向叶片的可夹持部位两侧的夹持块侧面分别适配可夹持部位的两侧面。
8、在本申请优选实施方式中,在不干涉的前提下,所述夹持块与涡轮导向叶片的可夹持部位的接触面积尽量大。
9、本申请提供的涡轮导向叶片燃气热腐蚀试验装夹结构由夹持块、螺钉和底盘组合而成,各零部件加工和安装简单、固定稳定、可重复使用,且不存在连接结构腐蚀导致试验件无法拆卸的问题。
技术特征:
1.一种涡轮导向叶片燃气热腐蚀试验装夹结构,其特征在于,所述装夹结构包括:
2.如权利要求1所述的涡轮导向叶片燃气热腐蚀试验装夹结构,其特征在于,所述底盘为圆形,多组夹持块安装孔以圆形底盘的圆心分布。
3.如权利要求1或2所述的涡轮导向叶片燃气热腐蚀试验装夹结构,其特征在于,所述底盘上的螺纹通孔的直径大于夹持块上螺纹盲孔的直径。
4.如权利要求1所述的涡轮导向叶片燃气热腐蚀试验装夹结构,其特征在于,所述涡轮导向叶片的可夹持部位两侧的夹持块侧面分别适配可夹持部位的两侧面。
5.如权利要求4所述的涡轮导向叶片燃气热腐蚀试验装夹结构,其特征在于,在不干涉的前提下,所述夹持块与涡轮导向叶片的可夹持部位的接触面积尽量大。
技术总结
本申请提供了一种涡轮导向叶片燃气热腐蚀试验装夹结构,所述装夹结构包括:底盘,所述底盘上设有多组夹持块安装孔,每组夹持块安装孔包括四个螺纹通孔,其中,安装同一夹持块的两个螺纹通孔的距离与夹持块上设置的螺纹盲孔的距离相同,安装不同夹持块的螺纹通孔的间距按照涡轮导向叶片可夹持部位的宽度和夹持块宽度设计;夹持块,所述夹持块为多组,每组夹持块包括两个,每个夹持块22设有两个螺纹盲孔,涡轮导向叶片的可夹持部位安装在两个夹持之间,通过螺钉将夹持块固定在底盘上,从而实现对涡轮导向叶片的装夹。本申请提供的装夹结构各零部件加工和安装简单、固定稳定、可重复使用,且不存在连接结构腐蚀导致试验件无法拆卸的问题。
技术研发人员:曾令玉,王富强,刘欢,张涛
受保护的技术使用者:中国航发沈阳发动机研究所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!