基于机器人TCP气动平衡力矩控制方法及控制系统与流程
本发明涉及机器人控制领域技术,尤其是指一种基于机器人tcp气动平衡力矩控制方法及控制系统。
背景技术:
1、在打磨作业生产过程中,某些特定的产品需要输出特定稳定的力矩进行作业才能达到合格的效果,目前市场采用的方法是1.使用弹簧利用的弹簧的胡克定律进行运算后,去调整弹簧的线径和压缩量再输入到机器人内,控制力度;或2.使用倾角传感器读取姿态值,再算出对应的力度值;或3.如专利申请号为cn115179193b的中国专利申请中,采用获得恒力浮动打磨装置的目标运行数据,所述目标运行数据包括目标设定打磨力、目标气缸压缩量、打磨比例系数和打磨机构末端打磨头目标线速度,根据恒力浮动打磨装置的目标运行数据和实际运行数据建立关系式;基于恒力浮动打磨装置的目标运行数据和实际运行数据的关系式确定并调整恒力装置实际输出力。
2、当使用弹簧控制力度时,无法控制不同姿态的平衡,影响打磨的加工过程,若用导轨和气缸进行力度控制时,难以进行解算,如果不进行数学模型解算也无法控制不同姿态下的平衡,因此,有必要研究一种新的方法来解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种基于机器人tcp气动平衡力矩控制方法及控制系统,其能有效解决现有之打磨作业力度控制方法中弹簧无法控制不同姿态平衡、影响打磨加工过程以及导轨和气缸不进行解算也无法控制不同姿态平衡的问题。
2、为实现上述目的,本发明采用如下之技术方案:
3、一种基于机器人tcp气动平衡力矩控制方法,包括有以下步骤:
4、s1、机器人标定工具坐标系tcp,使tcp的姿态角u、v、w与机器人世界坐标的姿态角重叠;
5、s2、设置机器人输出的力度值f输、运行线速度、tcp等参数设置到机器人主机,并通过机器人主机输出对应的值;
6、s3、恒力控制系统通讯读取tcp的值u、v、w写入,以及读取f输的值以及重力值g,并将读取到参数直接作为气压值让电气比例阀输出,经过电磁阀作用在上下气缸上;
7、s4、选择恒力开环控制模式,将恒力控制系统读取到的参数f输、g、u、v、w通过计算得到出变化的力度f变;
8、s5、通过分析s4中计算得到的f变的大小来进行上下气缸的调节,并通过得到的f变的数值计算出,根据f=ps,得到转化电气比例阀输出p。
9、作为一种优选方案,所述s2中机器人主机通过增加模拟量模块将数值转化成模拟量输出到恒力控制系统中,或通过通讯读取数据寄存器值。
10、作为一种优选方案,所述s3中恒力控制系统通讯通过机器人主机通过通讯写入或通过倾角传感器写读取tcp的值u、v、w写入。
11、作为一种优选方案,所述s3中恒力控制系统通讯通过机器人主机通过通讯写入或通过触摸屏通讯写入的方式读取f输的值和重力值g。
12、作为一种优选方案,所述s4中打磨力度随着机器人的变化数学模型可以简化成一个斜坡,根据牛顿第二定律,g的反作用力g反可以分解成为f重力平衡力和f滑轨、,目的为求出f重力平衡力,由于所有的影响都是由角度q产生的变化而变化,而q的变换可以由矩阵算法解算出来,设q等于机器人基坐标的z轴(垂直于空间)与变化后的z之间的夹角,其具体解算方式如下:
13、
14、对应角为υ(机器人角度u)、ψ(机器人角度v);得:
15、q=arccos(cosxcosψ=cos(u)cos(v)
16、平衡掉重力分力度f重力平衡力,此时斜面的力度为0,再次加上打磨力f输,得到f恒,设变化的力度为f变,其线轨的摩擦力系数为μ线轨;
17、f输=f变+g反cos(q)+μ线轨g反sin(q);
18、从而得到f变的大小。
19、作为一种优选方案,所述s5中如果:f变>0,说明打磨力度大于重力分力,那么电磁阀动作,上气缸通气下压;二、如果:f变<0,说明打磨力度小于于重力分力,那么电磁阀动作,下气缸通气上顶;三、如果:f变=0,说明打磨力度等于重力分力,那么电磁阀不通气。
20、作为一种优选方案,通过在恒力器末端安装力度传感器,设其值为f传感器,设实际输出力度为f实际力度,则:
21、f实际力度=g反cos(q)+μ线轨sin(q)-f传感器
22、f输与f实际力度构成反馈关系可以进行常规的pid调节。
23、作为一种优选方案,所述力度传感器安装在主轴与恒力器中间。
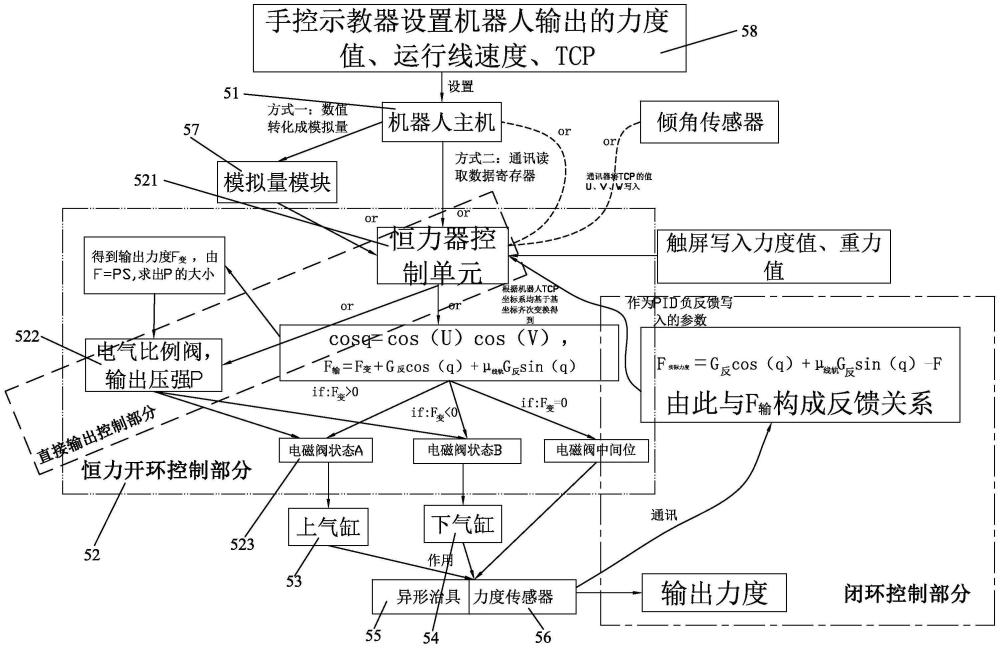
24、一种基于机器人tcp气动平衡力矩控制方法的控制系统,包括有机器人主机、恒力开环控制部分、上气缸、下气缸、治具以及力度传感器;该恒力控制部分与机器人主机之间连接;恒力开环控制部分包括有恒力控制单元、电气比例阀以及电磁阀;该恒力控制单元与机器人主机连通,该恒力控制单元控制电气比例阀,电气比例阀控制电磁阀;该电磁阀控制上气缸与下气缸,上气缸和下气缸的输出端作用于治具上;该力度传感器设置在治具上并与恒力控制单元之间通讯连接。
25、作为一种优选方案,所述机器人主机与恒力控制单元之间设置有模拟量模块,机器人主机先将数值转化成模拟量,再通过模拟量模块将信息传递给恒力控制单元。
26、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
27、通过使用机器人末端tcp,结合机器人自身的坐标的机器人d-h坐标系的构建原理,进而通过解算出治具上tcp工具坐标的姿态变化,进而实现通过气动力矩控制达到平衡重力,从而能在打磨作业过程中控制不同姿态下的平衡,保证了打磨作业的加工质量,同时解决了进行采用导轨和气缸时难以进行解算的问题。
28、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
技术特征:
1.一种基于机器人tcp气动平衡力矩控制方法,其特征在于:包括有以下步骤:
2.根据权利要求1所述的基于机器人tcp气动平衡力矩控制方法,其特征在于:所述s2中机器人主机通过增加模拟量模块将数值转化成模拟量输出到恒力控制系统中,或通过通讯读取数据寄存器值。
3.根据权利要求1所述的基于机器人tcp气动平衡力矩控制方法,其特征在于:所述s3中恒力控制系统通讯通过机器人主机通过通讯写入或通过倾角传感器写读取tcp的值u、v、w写入。
4.根据权利要求1所述的基于机器人tcp气动平衡力矩控制方法,其特征在于:所述s3中恒力控制系统通讯通过机器人主机通过通讯写入或通过触摸屏通讯写入的方式读取f输的值和重力值g。
5.根据权利要求1所述的基于机器人tcp气动平衡力矩控制方法,其特征在于:所述s4中打磨力度随着机器人的变化数学模型可以简化成一个斜坡,根据牛顿第二定律,g的反作用力g反可以分解成为f重力平衡力和f滑轨、,目的为求出f重力平衡力,由于所有的影响都是由角度q产生的变化而变化,而q的变换可以由矩阵算法解算出来,设q等于机器人基坐标的z轴(垂直于空间)与变化后的z之间的夹角,其具体解算方式如下:
6.根据权利要求1所述的基于机器人tcp气动平衡力矩控制方法,其特征在于:所述s5中如果:f变>0,说明打磨力度大于重力分力,那么电磁阀动作,上气缸通气下压;二、如果:f变<0,说明打磨力度小于于重力分力,那么电磁阀动作,下气缸通气上顶;三、如果:f变=0,说明打磨力度等于重力分力,那么电磁阀不通气。
7.根据权利要求5所述的基于机器人tcp气动平衡力矩控制方法,其特征在于:通过在恒力器末端安装力度传感器,设其值为f传感器,设实际输出力度为f实际力度,则:
8.根据权利要求7所述的基于机器人tcp气动平衡力矩控制方法,其特征在于:所述力度传感器安装在主轴与恒力器中间。
9.一种基于如权利要求1-8任一项所述的基于机器人tcp气动平衡力矩控制方法的控制系统,其特征在于:包括有机器人主机、恒力开环控制部分、上气缸、下气缸、治具以及力度传感器;该恒力控制部分与机器人主机之间连接;恒力开环控制部分包括有恒力控制单元、电气比例阀以及电磁阀;该恒力控制单元与机器人主机连通,该恒力控制单元控制电气比例阀,电气比例阀控制电磁阀;该电磁阀控制上气缸与下气缸,上气缸和下气缸的输出端作用于治具上;该力度传感器设置在治具上并与恒力控制单元之间通讯连接。
10.根据权利要求9所述的控制系统,其特征在于:所述机器人主机与恒力控制单元之间设置有模拟量模块,机器人主机先将数值转化成模拟量,再通过模拟量模块将信息传递给恒力控制单元。
技术总结
本发明公开了一种基于机器人TCP气动平衡力矩控制方法及控制系统,通过使用机器人末端TCP,结合机器人自身的坐标的机器人D‑H坐标系的构建原理,进而通过解算出治具上TCP工具坐标的姿态变化,进而实现通过气动力矩控制达到平衡重力,从而能在打磨作业过程中控制不同姿态下的平衡,保证了打磨作业的加工质量,同时解决了进行采用导轨和气缸时难以进行解算的问题。
技术研发人员:许焕彬
受保护的技术使用者:伯朗特机器人股份有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!