一种导光板冲切系统及应用的制作方法
本发明涉及导光板加工领域,具体而言,涉及一种导光板冲切系统及应用。
背景技术:
1、导光板是利用光学级的亚克力/pc板材,然后用具有极高折射率且不吸光的高科技材料。利用光学级亚克力板材吸取从灯发出来的光在光学级亚克力板材表面的停留,当光线射到各个导光点时,反射光会往各个角度扩散,然后破坏反射条件由导光板正面射出,同等面积发光亮度情况下,发光效率高,功耗低。
2、目前,导光板的切割方式虽然多样化,但是导光板是否可以批量的高效冲切,冲切后残料是否可以回收,切割过程是否自动化,都影响着导光板的加工成本和生产效益,所以现有导光板的切割方式有待改进。
3、例如:中国发明专利(申请号:cn201010278830.2)所公开的“一种制作导光板的方法及设备”,其说明书公开:印刷式(由于网板印刷工艺限制:印刷线宽大于0.1mm)和机加工雕刻式(由于刀具直径限制)两种制作方法不能制作具有更微细网点的导光板;蚀刻式、激光雕刻式和注塑式等制作方法都需要先加工带有导光板网点微结构的模具,再使用模具间接成型导光板,加工周期长、费用高,自动化程度不高。且在导光板结构发生改变的情况下,上述四种加工方式由于灵活应变性不强,导致导光板设备加工周期长、费用高,自动化程度低;上述专利可以佐证现有技术存在的缺陷。
4、因此我们对此做出改进,提出一种导光板冲切系统及应用。
技术实现思路
1、本发明的目的在于:针对目前存在的导光板不能批量切割,切割自动化程度低的问题。
2、为了实现上述发明目的,本发明提供了以下导光板冲切系统及应用,以改善上述问题。
3、本申请具体是这样的:
4、一种导光板冲切系统,包括:
5、 a. 传送模块,用于将待冲切的基板移动到冲切区域和冲切后的导光板的导出以及导光板的边缘毛刺打磨;
6、 b. 冲切模块,用于根据设定的参数冲切导光板;
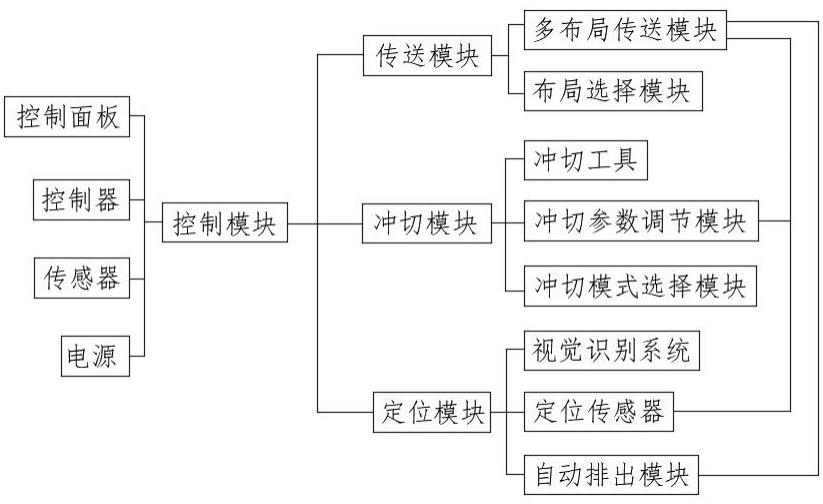
7、 c. 控制模块,用于控制传送模块和冲切模块的运行;
8、 d. 定位模块,用于确保导光板在冲切区域的准确位置。
9、作为本申请优选的技术方案,其中冲切模块包括: a. 冲切工具,用于冲切导光板;b. 冲切参数调节模块,用于调节冲切工具的冲切参数;c. 冲切模式选择模块,用于选择冲切模式。
10、作为本申请优选的技术方案,其中控制模块包括:a. 控制面板,用于设置冲切参数;b. 控制器,用于接收并处理来自控制面板的指令;c. 传感器,用于检测导光板的位置和状态;d. 电源,用于供应电能给传送模块和切割模块。
11、作为本申请优选的技术方案,其中定位模块包括:a. 视觉识别系统,用于识别导光板的位置和形状;b. 定位传感器,用于检测导光板的位置。
12、作为本申请优选的技术方案,其中定位模块还包括:a. 自动排出模块,用于将切割后的导光板自动排出系统。
13、作为本申请优选的技术方案,其中传送模块还包括:a. 多布局传送模块,用于同时处理多个导光板;b. 布局选择模块,用于选择要处理的特定布局。
14、作为本申请优选的技术方案,其中布局选择模块还包括:a. 布局识别模块,用于识别导光板的布局; b. 布局切换模块,用于切换到所选布局的处理模式。
15、一种导光板冲切应用,包括机架组件,所述机架组件上安装驱动机构和夹持旋转机构,所述机架组件内设置有输送机构和分选导出机构,所述驱动机构包括切刀、用于控制切刀向输送机构上导光板冲切的切割驱动部和用于控制夹持旋转机构将导光板从输送机构移位至分选导出机构的升降驱动部,所述夹持旋转机构设置在切刀的冲切区域内,所述分选导出机构设置在输送机构的下方,所述分选导出机构包括输送打磨带,输送打磨带经过配合关系改变后可用于导光板毛刺打磨。
16、作为本申请优选的技术方案,所述分选导出机构还包括第二基座、传动限位辊和锁位套,所述第二基座的顶部两端分别活动安装传动限位辊,所述第二基座上安装有用于驱动传动限位辊转动的第二电机,所述输送打磨带两个为一组,使用锁位套安装在两个传动限位辊上,所述输送打磨带的截面呈l型结构,l型结构的竖直部内侧为打磨面,每组的两个输送打磨带相对设置。
17、作为本申请优选的技术方案,所述传动限位辊上套设有与每组的两个输送打磨带的锁位套连接的第一弹簧,所述锁位套与传动限位辊同步转动,所述传动限位辊上呈线性等距开设有多个螺孔,所述锁位套上螺纹贯穿安装有锁位螺钉,所述锁位螺钉与对应的螺孔螺旋配合。
18、与现有技术相比,本发明的有益效果:
19、在本申请的方案中:
20、1.为了解决现有技术中导光板不能批量切割,切割自动化程度低的问题,本申请通过设置的传送模块,实现了导光板批量冲切,导光板冲切后基板残料和导光板的自动化分拣,不需要增设人工成本,可以有效提高导光板的生产效率,可以很好的适用于自动化生产线上使用;
21、2.为了解决现有技术中导光板不能批量切割,切割自动化程度低的问题,本申请通过设置的驱动机构、输送机构、分选导出机构和夹持旋转机构,实现了呈矩形阵列分布的多个导光板一次性冲切,冲切的基板残料在输送机构上导出,多个导光板在夹持旋转机构和驱动机构的配合下移位至分选导出机构上导出,实现导光板的高效冲切和自动化分拣的效果;
22、3.通过设置的驱动机构,实现了气缸的竖直冲切动作与夹持旋转机构竖直向上运动的联动,实现气缸冲切复位动作与夹持旋转机构竖直向下运动的联动,节省了设备使用成本,解决了现有技术中导光板冲切设备使用成本高的问题;
23、4.通过设置的分选导出机构,实现了将冲切后的导光板的输送导出,同时通过配合关系的改变后,实现对导光板侧边冲切面打磨去毛刺,解决了现有技术中导光板冲切后还要进行侧边打磨的复杂工序的问题;
24、5.通过设置的夹持旋转机构,实现了电磁铁通电,磁板靠近电磁铁,夹持导光板的效果,上下夹持的方式不仅可以在冲切时支撑导光板,防止其断裂,还可以将导光板进行竖直移动,这种方式可以适配不同型号的导光板使用,解决了现有技术中导光板冲切不便于定位的问题;
25、6.通过设置锁位套和锁位螺钉,实现了每组输送打磨带之间的间距可调,可以提高对不同尺寸型号的导光板的输送,解决了现有技术中导光板输送适配性不能调节的问题。
技术特征:
1.一种导光板冲切系统,其特征在于,包括:
2.根据权利要求1所述的导光板冲切系统,其特征在于,其中冲切模块包括: a. 冲切工具,用于冲切导光板;b. 冲切参数调节模块,用于调节冲切工具的冲切参数;c. 冲切模式选择模块,用于选择冲切模式。
3.根据权利要求2所述的导光板冲切系统,其特征在于,其中控制模块包括:a. 控制面板,用于设置冲切参数;b. 控制器,用于接收并处理来自控制面板的指令;c. 传感器,用于检测导光板的位置和状态;d. 电源,用于供应电能给传送模块和切割模块。
4.根据权利要求3所述的导光板冲切系统,其特征在于,其中定位模块包括:a. 视觉识别系统,用于识别导光板的位置和形状;b. 定位传感器,用于检测导光板的位置。
5.根据权利要求4中所述的导光板冲切系统,其特征在于,其中定位模块还包括:a. 自动排出模块,用于将切割后的导光板自动排出系统。
6.根据权利要求4中所述的导光板冲切系统,其特征在于,其中传送模块还包括:a. 多布局传送模块,用于同时处理多个导光板;b. 布局选择模块,用于选择要处理的特定布局。
7.根据权利要求6所述的导光板冲切系统,其特征在于,其中布局选择模块还包括:a.布局识别模块,用于识别导光板的布局; b. 布局切换模块,用于切换到所选布局的处理模式。
8.一种导光板冲切应用,使用如权利要求7所述的传送模块,其特征在于,包括机架组件(1),所述机架组件(1)上安装驱动机构(2)和夹持旋转机构(5),所述机架组件(1)内设置有输送机构(3)和分选导出机构(4),所述驱动机构(2)包括切刀(6)、用于控制切刀(6)向输送机构(3)上导光板冲切的切割驱动部和用于控制夹持旋转机构(5)将导光板从输送机构(3)移位至分选导出机构(4)的升降驱动部,所述夹持旋转机构(5)设置在切刀(6)的冲切区域内,所述分选导出机构(4)设置在输送机构(3)的下方,所述分选导出机构(4)包括输送打磨带(405),输送打磨带(405)经过配合关系改变后可用于导光板毛刺打磨。
9.根据权利要求8所述的一种导光板冲切系统应用,其特征在于,所述分选导出机构(4)还包括第二基座(402)、传动限位辊(403)和锁位套(406),所述第二基座(402)的顶部两端分别活动安装传动限位辊(403),所述第二基座(402)上安装有用于驱动传动限位辊(403)转动的第二电机(401),所述输送打磨带(405)两个为一组,使用锁位套(406)安装在两个传动限位辊(403)上,所述输送打磨带(405)的截面呈l型结构,l型结构的竖直部内侧为打磨面,每组的两个输送打磨带(405)相对设置。
10.根据权利要求9所述的一种导光板冲切系统应用,其特征在于,所述传动限位辊(403)上套设有与每组的两个输送打磨带(405)的锁位套(406)连接的第一弹簧(407),所述锁位套(406)与传动限位辊(403)同步转动,所述传动限位辊(403)上呈线性等距开设有多个螺孔(408),所述锁位套(406)上螺纹贯穿安装有锁位螺钉(409),所述锁位螺钉(409)与对应的螺孔(408)螺旋配合。
技术总结
本申请提供了一种导光板冲切系统及应用,包括:a.传送模块,用于将待冲切的基板移动到冲切区域和冲切后的导光板的导出以及导光板的边缘毛刺打磨;b.冲切模块,用于根据设定的参数冲切导光板;c.控制模块,用于控制传送模块和冲切模块的运行;d.定位模块,用于确保导光板在冲切区域的准确位置。本申请通过设置的传送模块,实现了导光板批量冲切,导光板冲切后基板残料和导光板的自动化分拣,不需要增设人工成本,可以有效提高导光板的生产效率,可以很好的适用于自动化生产线上使用。
技术研发人员:冯杰
受保护的技术使用者:杭州斯瓦奇照明科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!