基于机械臂的氦检真空装置自定位控制与报警系统的制作方法
本申请涉及自适应控制和无损检测,具体涉及一种基于机械臂的氦检真空装置自定位控制与报警系统。
背景技术:
1、lng薄膜型围护系统对焊缝缺陷的敏感度较高,故对其进行密性检测至关重要。常用的方法是氦质谱检漏法,将氦气真空盒贴于主屏蔽层可疑缝隙处进行逐点吸取,经过缺陷点时,从主绝缘层泄漏的氦气则会被抽取并检测。
2、目前lng薄膜型围护系统的密性检测需要通过手持氦气真空盒进行人工操作,但实际检测中此类氦检法的可靠性与检测距离有关,故并不适合大范围检测且速度不宜过快,同时检测标准规定焊缝必须经由两遍100%多维度全检,对检测操作人员的体能和业务熟练度是一个极大的挑战。现阶段常将氦检真空装置与多自由度机械臂组合实现自动化检测。
3、然而,为使得基于可移动式机械臂的氦检真空装置能处于所期望的焊缝检测处,对平台位姿的检测、图像识别系统以及机械臂多自由度控制系统都要求精确。
技术实现思路
1、本申请实施例提供一种基于机械臂的氦检真空装置自定位控制与报警系统,可实现氦检真空装置的自适应精准定位并依托极少的人力实现对薄膜型围护系统的大范围连续初步检测。
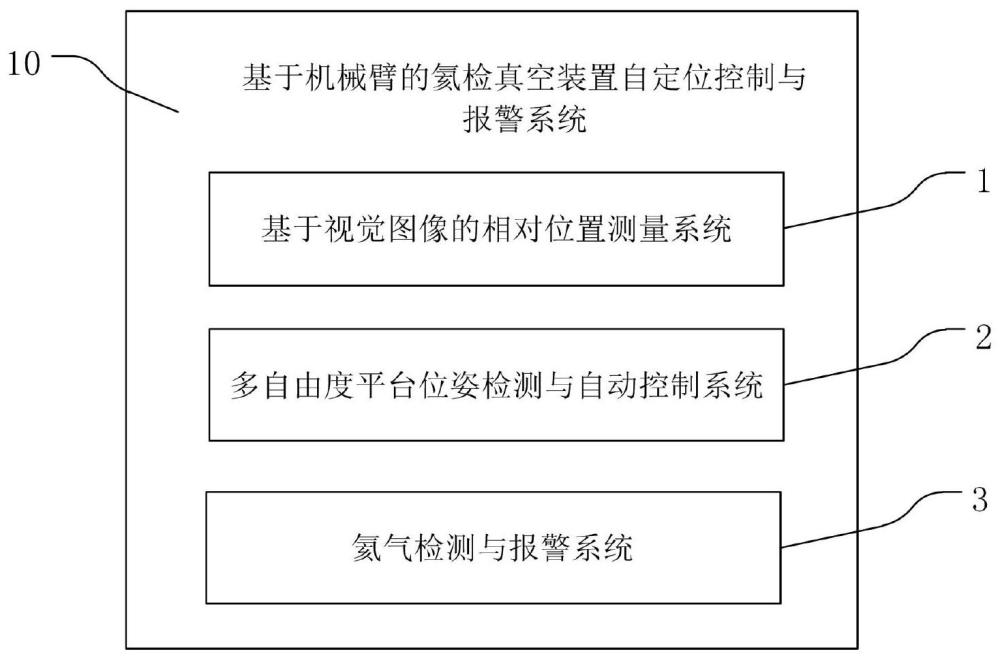
2、本申请实施例提供一种基于机械臂的氦检真空装置自定位控制与报警系统,包括基于视觉图像的相对位置测量系统、多自由度平台位姿检测与自动控制系统以及氦气检测与报警系统;
3、所述基于视觉图像的相对位置测量系统用于通过视觉图像识别方式测量氦气真空盒与所期望的焊缝检测处的实时相对位置;
4、所述多自由度平台位姿检测与自动控制系统用于通过内置的传感器实时检测机械臂的各自由度位姿状态,并根据测量得到的氦气真空盒与焊缝相对位置信息实时调整机械臂的姿态和位置,使得氦检真空装置处于期望的焊缝检测处;
5、所述氦气检测与报警系统用于对氦气真空盒装置抽真空并将检测抽出的气体中氦气的漏率值,若漏率值大于第一阈值时则检漏仪发出警报。
6、进一步的,所述基于视觉图像的相对位置测量系统包括图像采集系统以及图像处理系统,所述图像采集系统用于对期望检测的焊缝进行拍照,所述图像处理系统用于根据拍照采集的图像计算出焊缝与图像采集系统的相对位置和姿态信息。
7、进一步的,所述图像采集系统包括cmos相机、照明光源以及图像采集卡,其中所述照明光源用于为cmos相机进行补光,所述cmos相机用于对期望检测的焊缝进行拍照,所述图像采集卡用于实时采集焊缝的点云数据并传输至所述图像处理系统;所述图像处理系统用于对采集的图像点云数据进行处理,基于膨胀和人脸识别算法计算出焊缝与cmos相机的相对位置和姿态信息。
8、进一步的,所述图像处理系统基于opencv及点云库对采集的图像点云数据进行处理,并采用均值滤波或高斯滤波等进行降噪预处理;对焊缝图像进行自适应阈值分割,采用基于大津算法的canny边缘检测算法进行粗边缘检测以及膨胀处理,继而运用facet亚像素边缘提取算法得到焊缝的亚像素边缘,最后运用最小二乘拟合法,确定焊缝的中心位置。
9、进一步的,所述多自由度平台位姿检测与自动控制系统包括上位机、平台内置角度传感器、机械臂路径规划与控制系统以及驱动单元;所述平台内置角度传感器用于实时检测机械臂的各自由度位姿状态,并将其与测量得到的氦气真空盒与焊缝相对位置信息传输至上位机作为控制输入;所述机械臂路径规划与控制系统通过所述上位机对角度传感器测量的信息实时监控并反馈,基于末端位姿修正的分段变阶插值改进算法对发生轨迹偏移的机械臂末端位姿进行修正,使得机械臂在允许的范围内到达目标位置;所述驱动单元根据所述上位机的输出信号转动对应角度实时调整机械臂的姿态和位置。
10、进一步的,所述驱动单元为高精度伺服驱动电机。
11、进一步的,所述多自由度平台位姿检测与自动控制系统通过d-h建模法对六自由度机械臂进行建模和正逆向动力学分析,使用拉格朗日法对机械臂进行动力学分析,从而求出机械臂系统的动力学模型。
12、进一步的,所述氦气检测与报警系统包括抽真空系统以及漏率分析与报警系统,所述真空系统通过氦气真空盒对焊缝检测区域形成局部密闭空间,抽真空保压并利用所述漏率分析与报警系统对焊缝检测处进行检测。
13、进一步的,所述真空系统主要包括真空泵、氦气真空盒以及抽速调节阀,其中所述真空泵用于对所述氦气真空盒抽真空,通过抽速调节阀用于控制所述真空泵的抽气速率,并在达到预设压力后关闭抽速调节阀门进行保压;所述漏率分析与报警系统包括图像采集模块、氦质谱检漏仪及报警系统,所述图像采集模块用于对所述氦气真空盒内产生的气泡拍照记录并对所采集图像的处理分析,所述氦质谱检漏仪用于对从所述氦气真空盒装置中抽出的气体检测氦气漏率值,当漏率值大于第一阈值时则控制所述报警系统告警。
14、进一步的,所述报警系统包括运算模块以及报警闪烁灯,其中所述运算模块对所采集图像的处理分析,若漏率值大于第一阈值时则控制报警闪烁灯报警闪烁。
15、本申请实施例提供的基于机械臂的氦检真空装置自定位控制与报警系统,可实现氦检真空装置的自适应精准定位并依托极少的人力实现对薄膜型围护系统的大范围连续初步检测。
技术特征:
1.一种基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,包括:基于视觉图像的相对位置测量系统、多自由度平台位姿检测与自动控制系统以及氦气检测与报警系统;
2.如权利要求1所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述基于视觉图像的相对位置测量系统包括图像采集系统以及图像处理系统,所述图像采集系统用于对期望检测的焊缝进行拍照,所述图像处理系统用于根据拍照采集的图像计算出焊缝与图像采集系统的相对位置和姿态信息。
3.如权利要求2所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述图像采集系统包括cmos相机、照明光源以及图像采集卡,其中所述照明光源用于为cmos相机进行补光,所述cmos相机用于对期望检测的焊缝进行拍照,所述图像采集卡用于实时采集焊缝的点云数据并传输至所述图像处理系统;所述图像处理系统用于对采集的图像点云数据进行处理,基于膨胀和人脸识别算法计算出焊缝与cmos相机的相对位置和姿态信息。
4.如权利要求3所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述图像处理系统基于opencv及点云库对采集的图像点云数据进行处理,并采用均值滤波或高斯滤波等进行降噪预处理;对焊缝图像进行自适应阈值分割,采用基于大津算法的canny边缘检测算法进行粗边缘检测以及膨胀处理,继而运用facet亚像素边缘提取算法得到焊缝的亚像素边缘,最后运用最小二乘拟合法,确定焊缝的中心位置。
5.如权利要求1所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述多自由度平台位姿检测与自动控制系统包括上位机、平台内置角度传感器、机械臂路径规划与控制系统以及驱动单元;所述平台内置角度传感器用于实时检测机械臂的各自由度位姿状态,并将其与测量得到的氦气真空盒与焊缝相对位置信息传输至上位机作为控制输入;所述机械臂路径规划与控制系统通过所述上位机对角度传感器测量的信息实时监控并反馈,基于末端位姿修正的分段变阶插值改进算法对发生轨迹偏移的机械臂末端位姿进行修正,使得机械臂在允许的范围内到达目标位置;所述驱动单元根据所述上位机的输出信号转动对应角度实时调整机械臂的姿态和位置。
6.如权利要求5所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述驱动单元为高精度伺服驱动电机。
7.如权利要求5所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述多自由度平台位姿检测与自动控制系统通过d-h建模法对六自由度机械臂进行建模和正逆向动力学分析,使用拉格朗日法对机械臂进行动力学分析,从而求出机械臂系统的动力学模型。
8.如权利要求1所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述氦气检测与报警系统包括抽真空系统以及漏率分析与报警系统,所述真空系统通过氦气真空盒对焊缝检测区域形成局部密闭空间,抽真空保压并利用所述漏率分析与报警系统对焊缝检测处进行检测。
9.如权利要求8所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述真空系统主要包括真空泵、氦气真空盒以及抽速调节阀,其中所述真空泵用于对所述氦气真空盒抽真空,通过抽速调节阀用于控制所述真空泵的抽气速率,并在达到预设压力后关闭抽速调节阀门进行保压;所述漏率分析与报警系统包括图像采集模块、氦质谱检漏仪及报警系统,所述图像采集模块用于对所述氦气真空盒内产生的气泡拍照记录并对所采集图像的处理分析,所述氦质谱检漏仪用于对从所述氦气真空盒装置中抽出的气体检测氦气漏率值,当漏率值大于第一阈值时则控制所述报警系统告警。
10.如权利要求9所述的基于机械臂的氦检真空装置自定位控制与报警系统,其特征在于,所述报警系统包括运算模块以及报警闪烁灯,其中所述运算模块对所采集图像的处理分析,若漏率值大于第一阈值时则控制报警闪烁灯报警闪烁。
技术总结
本申请公开了一种基于机械臂的氦检真空装置自定位控制与报警系统。该系统包括基于视觉图像的相对位置测量系统、多自由度平台位姿检测与自动控制系统以及氦气检测与报警系统;所述基于视觉图像的相对位置测量系统用于通过视觉图像识别方式测量氦气真空盒与所期望的焊缝检测处的实时相对位置;所述多自由度平台位姿检测与自动控制系统用于通过内置的传感器实时检测机械臂的各自由度位姿状态,并根据测量得到的氦气真空盒与焊缝相对位置信息实时调整机械臂的姿态和位置;所述氦气检测与报警系统用于对氦气真空盒装置抽真空并将检测抽出的气体中氦气的漏率值,若漏率值大于第一阈值时则检漏仪发出警报。
技术研发人员:黄凯华,尹嘉雯,卢志鹏,程自豪,张逸飞,王奕杰,刘思明,周昌智,黄帅金,易一平,吉宏林,陈志国,王晓昕
受保护的技术使用者:上海船舶工艺研究所(中国船舶集团有限公司第十一研究所)
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!