一种自动化单点机械手残余应力测量装置的制作方法
本发明属于超声残余应力测量领域,具体涉及一种自动化单点机械手残余应力测量装置,特别涉及一种基于临界超声折射纵波法加装桁架式机械臂的测量装置。
背景技术:
1、机械零部件加工和强化后都能引起残余应力,残余应力会使构件的强度发生变化,残余应力一般是有害的,如零件在不适当的热处理、焊接或切削加工后,残余应力会引起零件发生翘曲或扭曲变形,甚至开裂。或经淬火、磨削后表面会出现裂纹。残余应力的存在有时不会立即表现为缺陷,而当零件在工作中因工作应力与残余应力的叠加,使总应力超过强度极限时,便出现裂纹和断裂。
2、目前残余应力的检测方法有多种,可分为破坏性和非破坏性两大类,而超声以其检测无损、快速精确等优势,在残余应力检测领域得到了极大的发展,其中超声法应用最广泛的就是基于超声波的声弹性理论研究出来的临界折射纵波残余应力检测法。精确检测构件中的残余应力是非常重要的,而现有的超声波检测残余应力方法人为因素对检测结果影响较大。
3、专利号为cn105699487a的专利公开了一种复杂构件残余应力的机械手检测装置及方法。该方案使用机械手夹持超声换能器。被测试样放置于机械手活动空间中已知某一固定位置,检测时,工控机控制夹持有超声换能器的机械手扫查运动轨迹,超声换能器发射超声,并接收由被测件反射后的超声脉冲回波信号,提取超声回波信号中声速信息反馈给工控机以获取残余应力特征分布。但是这种方法所采用的机械手较为复杂,机械手与测量装置采用同一工控机,不方便使用,不能与现有测量装置合并。
4、专利号为cn214472978u的专利公开了一种自适应超声波残余应力检测装置。该装置将楔块与手持组件通过柱塞弹簧弹性连接到一块。通过施加压力按在工件表面,无需考虑是否放置平稳,所述内部组件分别设置前后和左右两个方向的自由度,内部组件包括楔块,与工件是硬接触,三点可以形成一个面,更稳定。但是该装置不能实现点位自动检测,一个点位检测完毕后还需手动移动进行下一点位的检测,且装置比较复杂。
技术实现思路
1、本发明的目的在于提供一种自动化单点机械手残余应力测量装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:。
3、一种自动化单点机械手残余应力测量装置,包括桁架式机械臂和恒力检测模组,桁架式机械臂为恒力检测模组提供x、y、z三个方向的自由度。恒力检测模组主要是为了控制检测时检测楔块与被检工件的相对压力。
4、优选的,所述桁架式机械臂与残余应力检测系统不共用一套控制系统,机械臂采用单片机控制,单片机和残余应力检测系统进行双向通讯,机械臂只是控制恒力检测模组的x、y、z向坐标,并不参与实际的检测过程。
5、优选的,所述桁架式机械臂在测量时,可以先将预先测量的点位以x、y坐标的形式输入到单片机中,然后根据预先设定好的路线,进行单点位测量。
6、优选的,所述恒力检测模组检测时,z轴下降,当楔块与工件接触稳定后,传感器给单片机发送信号,控制z轴机械臂停止动作,待机械臂稳定后,单片机给检测系统发送指令,检测开始,检测完毕之后,检测系统给单片机发送指令,z轴抬起,继续下一点位。
7、与现有技术相比,本发明具有如下有益效果:
8、本发明用桁架式机械臂控制检测楔块的位置,相比于传统的人工测量,楔块与工件之间的相对压力更能精确控制,测量结果也就更加精确。而且用机械臂测量,测量点位的位置准确性相比于人工测量也会大大提高。相比与关节机械臂,该装置不论是从控制方式还是机械结构都更稳定,且更经济。因为检测楔块的设计只与被检工件有关,同一检测楔块可以用于不同厂家的超声应力检测设备,可以实现互换性。综上,该发明可以实现对被测工件残余应力的自动化超声检测,并保证检测结果的可靠性。
技术特征:
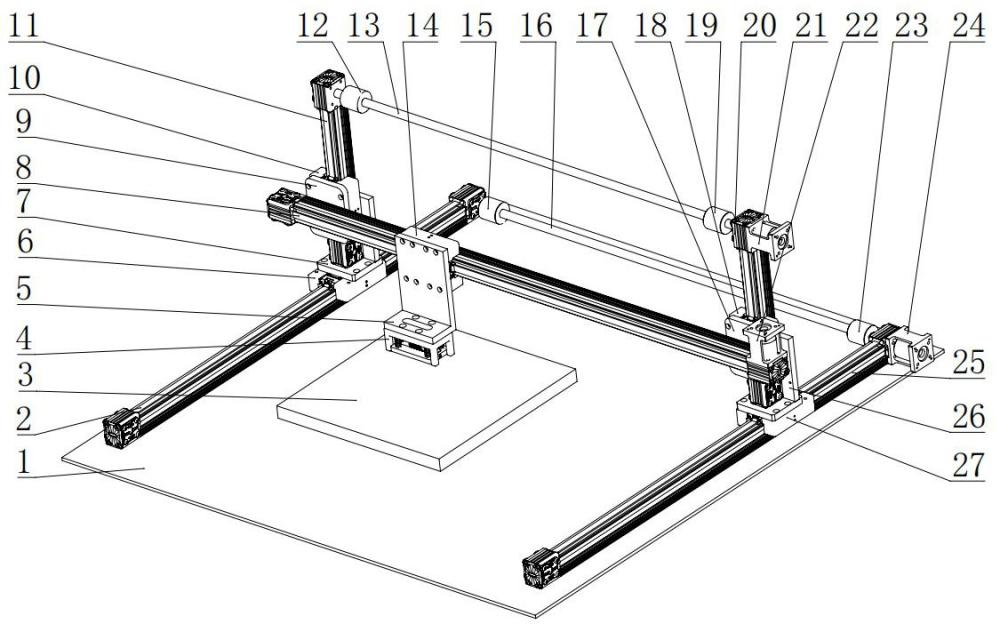
1.一种自动化单点机械手残余应力测量装置,其特征在于,包括桁架式机械臂和恒力检测模组。所述桁架式机械臂包括第一x向同步带模组、第二x向同步带模组、y向同步带模组、第一z向同步带模组、第二z向同步带模组、恒力检测模组。
2.根据权利要求1所述的一种自动化单点机械手残余应力测量装置,其特征在于:所述第一x向同步带模组与所述第二x向同步带模组通过第一x向联轴器、x向连接轴、第二x向联轴器连接。x向步进电机安装在所述第二x向同步带模组一侧,通过联轴器和连接轴带动x向同步带模组实现同步运动。第一x向滑块连接板、第二x向滑块连接板通过螺栓安装在第一x向滑块、第二x向滑块上。
3.根据权利要求1所述的一种自动化单点机械手残余应力测量装置,其特征在于:所述第一z向同步带模组与所述第二z向同步带模组通过第一z向联轴器、z向连接轴、第二z向联轴器连接。z向步进电机安装在所述第二z向同步带模组一侧,通过联轴器和连接轴带动所述第一z向同步带模组、所述第二z向同步带模组实现同步运动。
4.根据权利要求1所述的一种自动化单点机械手残余应力测量装置,其特征在于:所述y向同步带模组水平安装于第一z向连接板与第二z向连接板上。y向步进电机安装在所述y向同步带模组上。
5.根据权利要求1所述的一种自动化单点机械手残余应力测量装置,其特征在于:所述恒力检测模组通过l型连接板安装在y向滑块上,安装完成后,所述恒力检测模组与检测平面的平行度≤0.3mm。
6.根据权利要求1所述的一种自动化单点机械手残余应力测量装置,其特征在于:所述恒力检测模组包括安装座、轴肩螺栓、弹簧、检测楔块、安装平板、固定螺栓。
7.根据权利要求6所述的一种自动化单点机械手残余应力测量装置,其特征在于:安装座材料为黄铜,四个支座底面平行度≤0.3mm。安装座顶部加工有8个4mm~5mm的螺纹通孔。用其中4个用螺栓连接于l型连接板,其余四个用于安装轴肩螺栓。
8.根据权利要求6所述的一种自动化单点机械手残余应力测量装置,其特征在于:轴肩螺栓应垂直安装,让弹簧受力一致。
9.根据权利要求6所述的一种自动化单点机械手残余应力测量装置,其特征在于:处于未检测状态时,检测楔块与安装座底面距离2mm~3mm。
10.根据权利要求6所述的一种自动化单点机械手残余应力测量装置,其特征在于:检测楔块材料为透明亚克力,底部加工有圆凸台,两测加工有2mm~3mm的螺纹孔,并用螺栓连接在所述安装平板上。
技术总结
本发明公开了一种自动化单点机械手残余应力测量装置,涉及超声残余应力测量领域,包括桁架式机械臂和恒力检测模组。通过5个同步带直线模组和三个电机以及长轴、联轴器等辅助部件完成X、Y、Z三个方向的移动。两个X向同步带模组放在检测平面上,两个Z向同步带模组分别固定在X向滑块上。恒力检测模块通过L型连接板固定在Y向滑块上移动。恒力检测模组主要包括检测楔块、轴肩螺栓、弹簧、固定框架、固定板、螺栓组成,恒力检测模组通过连接板安装在Z轴上。超声残余应力检测时,检测楔块与工件的受力不同,测量的结果也会发生变化。通过该装置,检测楔块在检测工件时,每次受到的力都是恒定的,以此来减少超声残余应力检测时的误差。
技术研发人员:崔奕超,王鹏,宋健,程世杰,王钬杰
受保护的技术使用者:康硕(山西)低应力制造系统技术研究院有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!