一种石墨环与石墨安装环的安装夹具及装配方法与流程
本申请涉及密封,尤其涉及一种石墨环与石墨安装环的安装夹具及装配方法。
背景技术:
1、随着航空发动机的发展,密封技术在航空发动机中位置日趋关键,程度也日趋重视,密封技术手段也日趋多样化、复杂化。石墨密封作为其中的一种密封手段,其具有密封效果好,寿命长,泄露量小,甚至完全不泄露等优点,在高温、高压、高转速条件下仍能保证良好的密封性能等特点,其在航空发动机中的应用较为广泛。因此,当今石墨密封装置的装配工艺技术对石墨密封装置的密封性能影响较大,随着对石墨密封性能要求的提高,其部件的装配显得尤为重要。其中大过盈、精密镶嵌为浮环装配的难点,在石墨密封装置中起着不可替代的作用。目前,石墨环与石墨安装环的装配常采用热胀冷缩的方式进行装配,而石墨环与石墨安装环的装配在设计要求上有三大装配难点,一是石墨安装环与石墨环之间的过盈量大,二是石墨环与石墨安装环之间存在高度差,无法精确掌控高度差,三是在安装的过程中,石墨环无法准确无误的装入石墨安装环中并装正。
技术实现思路
1、有鉴于此,本申请实施例提供一种石墨环与石墨安装环的安装夹具及装配方法,至少部分解决现有技术中存在的石墨环与石墨安装环装配时过盈量大、高度差和安装位置无法精确掌握的问题。
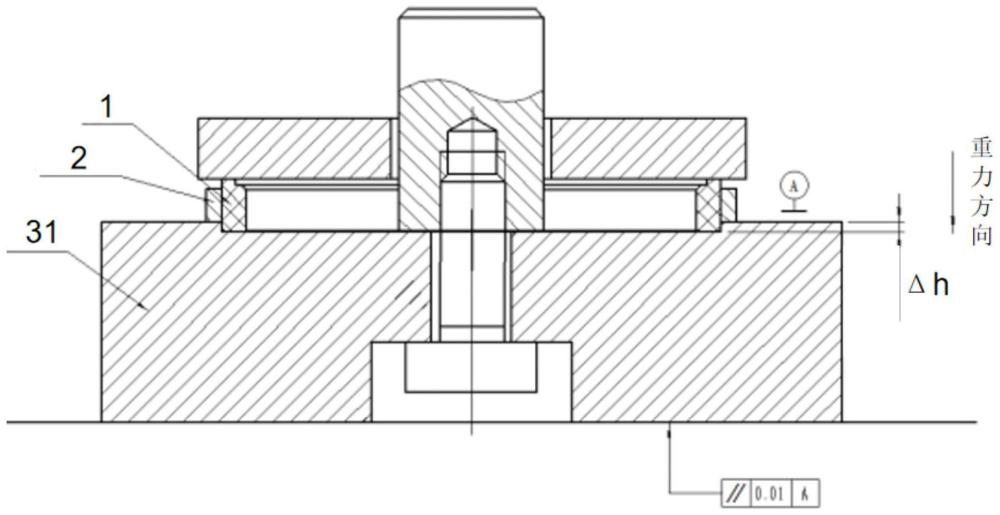
2、第一方面,本申请实施例提供一种石墨环与石墨安装环的安装夹具,所述安装夹具包括底座、导向杆和压板,所述导向杆固定连接于所述底座上方,所述压板可上下滑动的套设于所述导向杆上,所述导向杆用于对所述石墨安装环和所述石墨环进行安装导向;所述底座上设有下沉凹槽,所述下沉凹槽用于对所述石墨安装环和所述石墨环之间的高度差进行定位控制。
3、根据本申请实施例的一种具体实现方式,所述下沉凹槽包括第一阶凹槽和第二阶凹槽,所述第一阶凹槽位于所述下沉凹槽的下端,所述第二阶凹槽在所述下沉凹槽的上端,所述第一阶凹槽的直径大于所述石墨环的外径小于所述石墨安装环的外径,所述第一阶凹槽的深度等于所述石墨环和所述石墨安装环的高度差,所述第二阶凹槽的直径大于所述石墨安装环的外径。
4、根据本申请实施例的一种具体实现方式,所述第一阶凹槽的直径比所述石墨安装环的内径大1.5mm-3mm,所述第二阶凹槽直径比所述石墨安装环的外径大1mm。
5、根据本申请实施例的一种具体实现方式,所述底座的底部设有沉孔,所述沉孔内安装有用于将所述底座和所述导向杆连接的连接件。
6、第二方面,本申请实施例还提供一种石墨环与石墨安装环的装配方法,利用如上述第一方面任一实施例所述的石墨环与石墨安装环的安装夹具,所述方法包括:
7、测量石墨环的外径和石墨安装环的内径;
8、根据所述石墨环的外径和所述石墨安装环的内径进行一一配对,使每一对的所述石墨环和所述石墨安装环的过盈量均满足设计要求;
9、根据每一对的石墨环和石墨安装环的过盈量按顺序分为多个组;
10、按照分组顺序,对各组内的每一对中的石墨安装环进行加热温度计算,获得预设温度值;
11、基于所述预设温度值对所述石墨安装环加热,加热后通过所述导向杆放置于所述下沉凹槽上;
12、将与所述石墨安装环配对的所述石墨环通过所述导向杆装配至所述石墨安装环上,并完成所述石墨环与所述石墨安装环的高度差定位。
13、根据本申请实施例的一种具体实现方式,所述对各组内的每一对中的石墨安装环进行加热温度计算,获得预设温度值的计算公式如下:
14、d+△d>d+x,
15、δd=d×α1×δt
16、δt=t2-t1,
17、
18、其中,d为石墨安装环的内径,△d为石墨安装环加热后的内径增大量,d为石墨环的外径,x为过盈量,α1为石墨安装环的线膨胀系数,△t为石墨安装环加热前后的温度差,t1为石墨安装环加热前的温度,t2为石墨安装环的预设温度值。
19、根据本申请实施例的一种具体实现方式,所述基于所述预设温度值对所述石墨安装环加热,包括:
20、基于所述预设温度值对所述石墨安装环加热至第一温度,所述第一温度大于所述预设温度值。
21、根据本申请实施例的一种具体实现方式,所述将与所述石墨安装环配对的所述石墨环通过所述导向杆装配至所述石墨安装环上,包括:
22、将与所述石墨安装环配对的所述石墨环套设至所述导向杆上;
23、将所述压板放置于所述石墨环上,利用所述压板将所述石墨环压进所述石墨安装环中实现装配。
24、根据本申请实施例的一种具体实现方式,所述石墨安装环加热后至装配完成所用的时间小于等于1分钟。
25、有益效果
26、本申请实施例中的石墨环与石墨安装环的安装夹具,采用下沉凹槽实现石墨安装环与石墨环的高度差定位控制;通过导向杆和压板的配合,实现石墨环准确无误的装入石墨安装环中并装正,保证了石墨环与石墨安装环的位置固定装配,可有效提高石墨环与石墨安装环的装配效率和装配精度。
27、本申请的装配方法针对石墨环与石墨安装环的装配,采用温差法的装配方式,提前做好装配前准备工作,通过利用本申请的安装夹具,控制好石墨安装环的加热温度,可有效的解决石墨环与石墨安装环装配三大难点:一是石墨安装环与石墨环之间的过盈量,二是石墨环与石墨安装环之间的高度差,三是在安装的过程中,石墨环准确无误的装入石墨安装环中并装正。在实际的生产过程中,装配成功率可达100%,且已搭机长试合格。
28、根据石墨环外径及石墨安装环内孔测量的实际值,进行分组,可以有效的保证装配过盈量又能保证过盈量偏中下差,有效减小装配难度,提高装配效率。
技术特征:
1.一种石墨环与石墨安装环的安装夹具,其特征在于,所述安装夹具包括底座(31)、导向杆(32)和压板(33),所述导向杆(32)固定连接于所述底座(31)上方,所述压板(33)可上下滑动的套设于所述导向杆(32)上,所述导向杆(32)用于对所述石墨安装环(2)和所述石墨环(1)进行安装导向;所述底座(31)上设有下沉凹槽(34),所述下沉凹槽(34)用于对所述石墨安装环(2)和所述石墨环(1)之间的高度差进行定位控制。
2.根据权利要求1所述的石墨环与石墨安装环的安装夹具,其特征在于,所述下沉凹槽(34)包括第一阶凹槽和第二阶凹槽,所述第一阶凹槽位于所述下沉凹槽(34)的下端,所述第二阶凹槽在所述下沉凹槽(34)的上端,所述第一阶凹槽的直径大于所述石墨环(1)的外径小于所述石墨安装环(2)的外径,所述第一阶凹槽的深度等于所述石墨环(1)和所述石墨安装环(2)的高度差,所述第二阶凹槽的直径大于所述石墨安装环(2)的外径。
3.根据权利要求2所述的石墨环与石墨安装环的安装夹具,其特征在于,所述第一阶凹槽的直径比所述石墨安装环(2)的内径大1.5mm-3mm,所述第二阶凹槽的直径比所述石墨安装环(2)的外径大1mm。
4.根据权利要求1-3任一项所述的石墨环与石墨安装环的安装夹具,其特征在于,所述底座(31)的底部设有沉孔,所述沉孔内安装有用于将所述底座(31)和所述导向杆(32)连接的连接件(35)。
5.一种石墨环与石墨安装环的装配方法,利用如权利要求1-4任一项所述的石墨环与石墨安装环的安装夹具,其特征在于,所述方法包括:
6.根据权利要求5所述的石墨环与石墨安装环的装配方法,其特征在于,所述对各组内的每一对中的所述石墨安装环(2)进行加热温度计算,获得预设温度值的计算公式如下:
7.根据权利要求5所述的石墨环与石墨安装环的装配方法,其特征在于,所述基于所述预设温度值对所述石墨安装环(2)加热,包括:
8.根据权利要求5所述的石墨环与石墨安装环的装配方法,其特征在于,所述将与所述石墨安装环(2)配对的所述石墨环(1)通过所述导向杆(32)装配至所述石墨安装环(2)上,包括:
9.根据权利要求5所述的石墨环与石墨安装环的装配方法,其特征在于,所述石墨安装环(2)加热后至装配完成所用的时间小于等于1分钟。
技术总结
本申请提供了一种石墨环与石墨安装环的安装夹具及装配方法,属于密封技术领域,夹具包括底座、导向杆和压板,导向杆固定连接于底座上方,压板可上下滑动的套设于导向杆上,导向杆用于对石墨安装环和石墨环进行安装导向;底座上设有下沉凹槽,用于对石墨安装环和石墨环之间的高度差进行定位控制。方法包括:根据石墨环外径和石墨安装环内径进行配对,根据每一对的过盈量进行分组,按照分组顺序,对各组内的石墨安装环进行加热温度计算,对石墨安装环加热,加热后通过导向杆放置于下沉凹槽,将配对的石墨环通过导向杆装配至石墨安装环上,并完成高度差定位。本申请的方案提高了装配效率和装配精度。
技术研发人员:孙聪,罗莉,郑小平,张政,程朋浩,任耀,张洪港
受保护的技术使用者:中国航发长江动力有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!