一种泵车转台夹紧和定心用夹紧工装的制作方法
本发明属于工程机械制造,具体涉及一种泵车转台夹紧和定心用夹紧工装。
背景技术:
1、在泵车转台此类重型工件的翻转、转运,以往都是通过人工吊装实现,工件的定心也都是用人工划线的方式。人工转运大量使用工厂空中行车吊装,具有一定的坠落风险;且人工上料方式流程复杂,需要经过吊装、翻转、吊装、人工定位这几步,在人工划线定心存在精度问题,因为工件来料为毛坯件,工件外轮廓并不是光滑圆面,且存在焊接变形,会影响工件划线。
技术实现思路
1、本发明的目的在于提供一种能快速实现泵车转台类工件的定位、翻转和转运,本发明具有定位精准、夹紧工件可靠性强和工作效率高的优点。
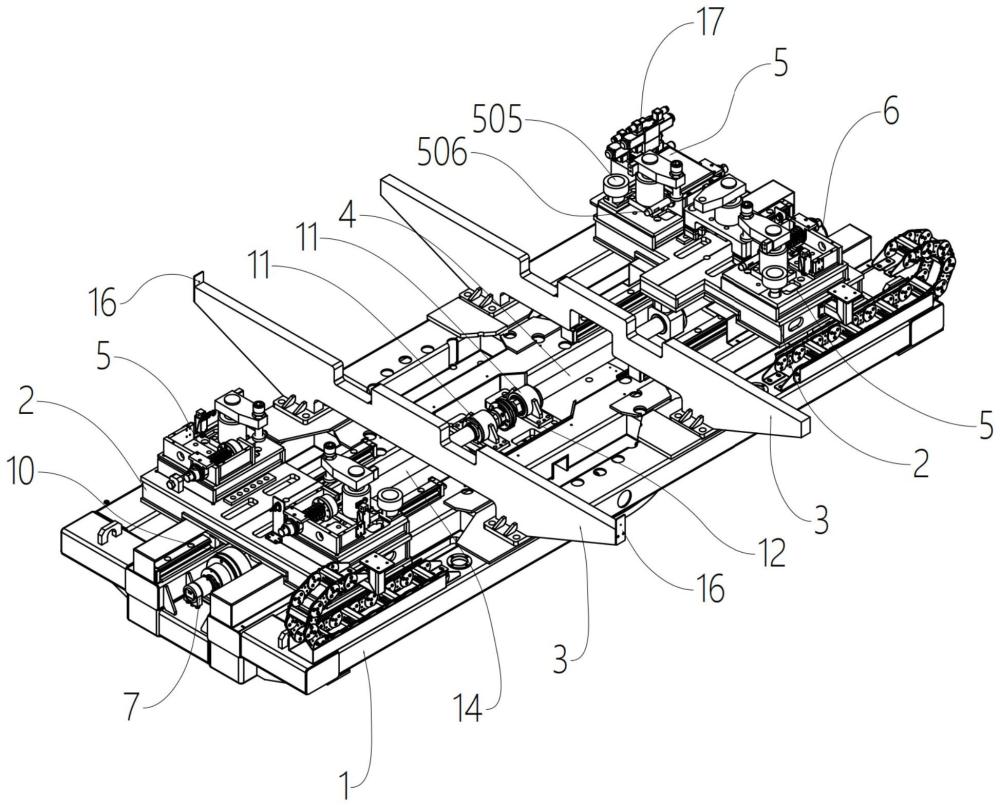
2、本发明提供一种泵车转台夹紧和定心用夹紧工装,包括工装机架1和设置在所述工装机架1上的两个相互平行的缓存立架3,在工装机架1上还对称设置有两个能平移的活动溜板2,在每个活动溜板2上方对称设置有两个夹爪5,在每个活动溜板2下方设置有两个直线导轨8,在每个直线导轨8的滑块上设置有用于支撑活动溜板2的溜板安装板9,在工装机架1上还设置有用于驱动活动溜板2平移的溜板驱动装置,所述溜板驱动装置包括液压马达6、绝对值编码器7、传动丝杆和用于连接活动溜板2的丝杆螺母座13,所述丝杆螺母座13可移动地设置在传动丝杆上。
3、在一种具体的实施方式中,所述传动丝杆包括设置在工装机架1中部的第一传动丝杆4和第二传动丝杆14,所述第一传动丝杆4和第二传动丝杆14通过第一联轴器12连接在一起,所述溜板驱动装置还包括在所述第一联轴器12两侧设置的两个第二非标轴承座11,在第一传动丝杆4和第二传动丝杆14远离第一联轴器12的一端分别设置的第一非标轴承座10;所述丝杆螺母座13在第一传动丝杆4和第二传动丝杆14靠近溜板安装板9处各设置有一个,液压马达6设置在第一传动丝杆4的第一非标轴承座10的外侧,液压马达6与第一传动丝杆4通过第二联轴器18固定连接,绝对值编码器7设置在第二传动丝杆14的第一非标轴承座10的外侧;其中,所述在第一传动丝杆4和第二传动丝杆14的外螺纹方向相反。
4、在一种具体的实施方式中,所述夹爪5包括夹爪焊件501和设置在所述夹爪焊件501的滚针轴承505、转角油缸504、行程开关503和传感器支架508,还包括设置在所述传感器支架508上的称重传感器502、芯轴506和缓冲弹簧507,所述缓冲弹簧507一端与传感器支架508连接,另一端连接在称重传感器502上,称重传感器502与芯轴506连接,在所述转角油缸504中还设置有压力传感器。
5、在一种具体的实施方式中,在所述两个缓存立架3的其中一个缓存支架3的两端设置有光电传感器16。
6、在一种具体的实施方式中,在所述直线导轨8上均设置有导轨防尘罩15。
7、在一种具体的实施方式中,所述第一非标轴承座10和第二非标轴承座11均包括有推力球轴承和深沟球轴承。
8、在一种具体的实施方式中,所述第一传动丝杆4和第二传动丝杆14为对中梯形丝杆。
9、与现有技术相比,本发明具有以下有益效果:本发明通过液压马达和对中梯形丝杆的传动结构并配备绝对值编码器来精确驱动活动溜板平移,进而带动夹爪向工件平移,使得几个夹爪上的滚针轴承夹紧工件,并通过转角油缸压紧工件表面,实现泵车转台类工件的定位和夹紧,并配合多轴变位机,实现工件的翻转和转运,且能够满足多款尺寸的工件,直径在1000mm~2000mm。本发明采用液压马达和对中梯形丝杆的传动结构具有执行力大、承受荷载大和动作快的优点,在配合绝对值编码器能够实现工件的精准定位,在夹爪上设置有检测装置能够确保工装运行的可靠性,确保工装能够夹紧工件,在翻转和转运过程中不出现安全事故,从而解决了人工吊装和转运过程中存在的劳动强度大、效率低和容易发生安全事故的问题,同时解决了在人工定心过程中存在精度低的问题。
技术特征:
1.一种泵车转台夹紧和定心用夹紧工装,其特征在于:包括工装机架(1)和设置在所述工装机架(1)上的两个相互平行的缓存立架(3),在工装机架(1)上还对称设置有两个能平移的活动溜板(2),在每个活动溜板(2)上方对称设置有两个夹爪(5),在每个活动溜板(2)下方设置有两个直线导轨(8),在每个直线导轨(8)的滑块上设置有用于支撑活动溜板(2)的溜板安装板(9),在工装机架(1)上还设置有用于驱动活动溜板(2)平移的溜板驱动装置,所述溜板驱动装置包括液压马达(6)、绝对值编码器(7)、传动丝杆和用于连接活动溜板(2)的丝杆螺母座(13),所述丝杆螺母座(13)可移动地设置在传动丝杆上。
2.根据权利要求1所述的一种泵车转台夹紧和定心用夹紧工装,其特征在于:所述传动丝杆包括设置在工装机架(1)中部的第一传动丝杆(4)和第二传动丝杆(14),所述第一传动丝杆(4)和第二传动丝杆(14)通过第一联轴器(12)连接在一起,所述溜板驱动装置还包括在所述第一联轴器(12)两侧设置的两个第二非标轴承座(11),在第一传动丝杆(4)和第二传动丝杆(14)远离第一联轴器(12)的一端分别设置的第一非标轴承座(10);所述丝杆螺母座(13)在第一传动丝杆(4)和第二传动丝杆(14)靠近溜板安装板(9)处各设置有一个,液压马达(6)设置在第一传动丝杆(4)的第一非标轴承座(10)的外侧,液压马达(6)与第一传动丝杆(4)通过第二联轴器(18)固定连接,绝对值编码器(7)设置在第二传动丝杆(14)的第一非标轴承座(10)的外侧;其中,所述在第一传动丝杆(4)和第二传动丝杆(14)的外螺纹方向相反。
3.根据权利要求1所述的一种泵车转台夹紧和定心用夹紧工装,其特征在于:所述夹爪(5)包括夹爪焊件(501)和设置在所述夹爪焊件(501)的滚针轴承(505)、转角油缸(504)、行程开关(503)和传感器支架(508),还包括设置在所述传感器支架(508)上的称重传感器(502)、芯轴(506)和缓冲弹簧(507),所述缓冲弹簧(507)一端与传感器支架(508)连接,另一端连接在称重传感器(502)上,称重传感器(502)与芯轴(506)连接,在所述转角油缸(504)中还设置有压力传感器。
4.根据权利要求1所述的一种泵车转台夹紧和定心用夹紧工装,其特征在于:在所述两个缓存立架(3)的其中一个缓存支架(3)的两端设置有光电传感器(16)。
5.根据权利要求1所述的一种泵车转台夹紧和定心用夹紧工装,其特征在于:在所述直线导轨(8)上均设置有导轨防尘罩(15)。
6.根据权利要求1所述的一种泵车转台夹紧和定心用夹紧工装,其特征在于:所述第一非标轴承座(10)和第二非标轴承座(11)均包括有推力球轴承和深沟球轴承。
7.根据权利要求1所述的一种泵车转台夹紧和定心用夹紧工装,其特征在于:所述第一传动丝杆(4)和第二传动丝杆(14)为对中梯形丝杆。
技术总结
本发明公开了一种泵车转台夹紧和定心用夹紧工装,属于工程机械制造技术领域,包括工装机架和设置在所述工装机架上的两个相互平行的缓存立架,在工装机架上还对称设置有两个能平移的活动溜板,在每个活动溜板上方对称设置有两个夹爪,在每个活动溜板下方设置有两个直线导轨,在每个直线导轨的滑块上设置有活动溜板,在工装机架上还设置有用于驱动活动溜板平移和定位的溜板驱动装置,通过活动溜板的精确平移带动夹爪上设置的滚针轴承夹紧工件,并通过转角油缸压紧工件,从而实现工件的夹紧和定心,并能配合变位机实现工件的翻转和转运,本发明具有适用多尺寸工件、定位精准、夹紧工件可靠性强和工作效率高的优点。
技术研发人员:陈波,朱咸喜,李炳男,袁方慧
受保护的技术使用者:长沙衡开智能科技有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!