加工平台的制作方法
本技术涉及冷却塔填料领域,特别涉及一种加工平台。
背景技术:
1、众所周知,在淋水片的加工过程中,需要对其进行冲孔和切飞边等作业。通常,这些处理作业分别由不同的机器单独进行,多个机器配合运作依次完成冲孔和切飞边等处理作业。然而,多台机器配合作业不仅要求多台机器需要进行时间配合,并且还会使得整体的加工流程需要较长的时间,这样无疑会导致加工效率低下等问题。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种加工平台,能够提高加工效率。
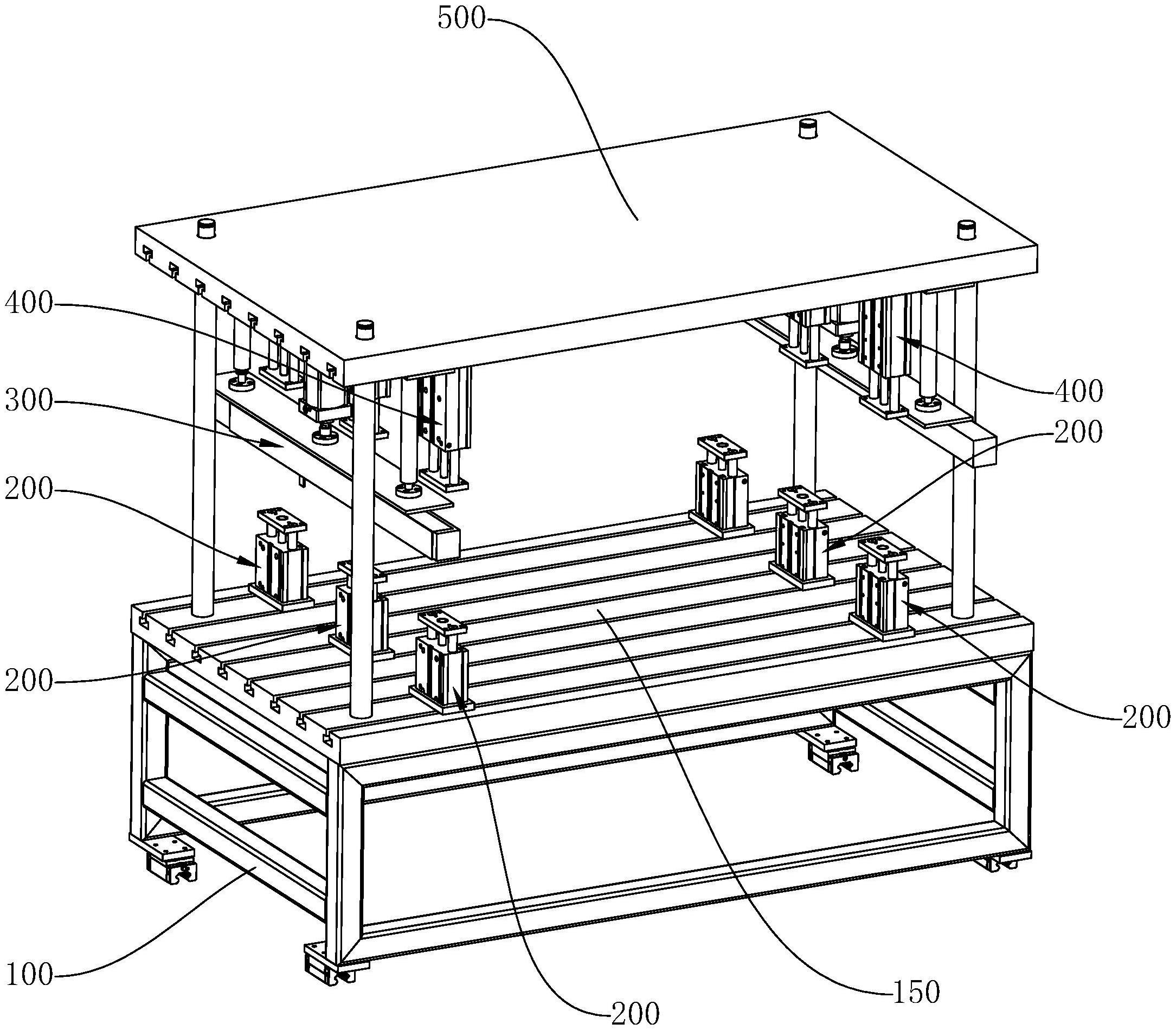
2、根据本实用新型的第一方面实施例的加工平台,包括:机台、冲孔机构和裁边机构;冲孔机构设置于所述机台,所述冲孔机构能够对工件进行冲孔作业,所述冲孔机构对工件进行冲孔作业时能够对工件和所述机台进行相对固定;裁边机构设置于所述机台,所述裁边机构能够运动靠近被所述冲孔机构固定的工件并对其进行飞边裁切作业,所述冲孔机构和所述裁边机构能够同时运作。
3、根据本实用新型实施例的加工平台,至少具有如下有益效果:工件被输送上机台之后,冲孔机构将会运动靠近工件,并对工件进行固定,从而得以在固定后对工件进行冲孔作业。在冲孔作业进行的过程中,裁切机构将会运动靠近工件,并可以配合冲孔机构同时对工件进行飞边裁切的作业。由此,冲孔作业和飞边裁切作业可以同时进行,因此可以实现自动化一次完成多个加工工序的效果,无需进行多次加工,从而有效地缩减工件冲孔和飞边裁切作业所需的总时长以及人工成本,进而有效地达到提高加工和生产效率的效果。
4、根据本实用新型的一些实施例,所述机台的上方设置有安装座,所述冲孔机构包括设置于所述机台的第一冲孔模具,所述安装座设置有第二冲孔模具;所述第一冲孔模具和所述第二冲孔模具的至少其一连接有驱动装置,所述第一冲孔模具和所述第二冲孔模具能够配合夹紧工件并对其进行冲孔作业。
5、根据本实用新型的一些实施例,所述第一冲孔模具包括第一模头,所述驱动装置包括设置于所述机台的第一气缸,所述第一气缸与所述第一模头连接并能够带动其运动靠近或远离所述安装座。
6、根据本实用新型的一些实施例,所述第二冲孔模具包括第二模头,所述驱动装置包括设置于所述安装座的第二气缸,所述第二气缸与所述第二模头连接并能够带动其运动靠近或远离所述机台。
7、根据本实用新型的一些实施例,所述机台和所述安装座的至少其一设置有安装槽,所述驱动装置安装于所述安装槽内;所述安装槽连通至所述机台或所述安装座的侧部,所述驱动装置能且仅能从所述机台或所述安装座的侧部运动离开所述安装槽。
8、根据本实用新型的一些实施例,所述安装槽包括相互连通的卡位部和连接部,所述卡位部和所述连接部均连通至所述机台或所述安装座的侧部;所述连接部连通至所述机台和所述安装座之间的空间,所述卡位部和所述连接部之间具有卡位台阶,所述驱动装置的部分穿过所述连接部并卡接于所述卡位部内。
9、根据本实用新型的一些实施例,所述安装槽为多个,所述机台和所述安装座上均平行分布有至少两个所述安装槽。
10、根据本实用新型的一些实施例,所述裁边机构包括设置于所述安装座的刀片模组,所述刀片模组连接有驱动气缸,所述驱动气缸能够带动所述刀片模组朝向所述机台运动并对工件进行切削。
11、根据本实用新型的一些实施例,所述刀片模组为两个,所述第一冲孔模具和所述第二冲孔模具均位于两个所述刀片模组之间。
12、根据本实用新型的一些实施例,所述机台连接有横向切断机构。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种加工平台,其特征在于,包括:
2.如权利要求1所述的加工平台,其特征在于:
3.如权利要求2所述的加工平台,其特征在于:
4.如权利要求2所述的加工平台,其特征在于:
5.如权利要求2所述的加工平台,其特征在于:
6.如权利要求5所述的加工平台,其特征在于:
7.如权利要求5所述的加工平台,其特征在于:
8.如权利要求2所述的加工平台,其特征在于:
9.如权利要求8所述的加工平台,其特征在于:
10.如权利要求1所述的加工平台,其特征在于:
技术总结
本技术公开了一种加工平台,其包括:机台、冲孔机构和裁边机构;冲孔机构设置于所述机台,所述冲孔机构能够对工件进行冲孔作业,所述冲孔机构对工件进行冲孔作业时能够对工件和所述机台进行相对固定;裁边机构设置于所述机台,所述裁边机构能够运动靠近被所述冲孔机构固定的工件并对其进行飞边裁切作业,所述冲孔机构和所述裁边机构能够同时运作。冲孔作业和飞边裁切作业可以同时进行,因此可以实现自动化一次完成多个加工工序的效果,无需进行多次加工,从而有效地缩减工件冲孔和飞边裁切作业所需的总时长以及人工成本,进而有效地达到提高加工和生产效率的效果。
技术研发人员:黄振东,黄振华
受保护的技术使用者:东莞市煜华机械有限公司
技术研发日:20230215
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!