陶瓷插芯和套筒的压合设备的制作方法
本技术涉及光纤加工设备,更具体地说,它涉及一种陶瓷插芯和套筒的压合设备。
背景技术:
1、现有光纤连接端采用将陶瓷插芯安装在金属套筒后,在将光线穿入到陶瓷插芯内。
2、如现检索到的申请号为cn201721111374.6的中国专利文件,其专利名称为光纤插芯,其说明书和附图1记载“陶瓷插芯5一部分设于金属套筒2的第一腔体内,另一部分伸出金属套筒外”。
3、金属套筒和陶瓷插芯两者是采用插合铆接的,但是金属套筒和陶瓷插芯的体积较小,两者采用工人手动的插合铆接难度大,且组装效率低。
技术实现思路
1、本实用新型的目的是提供陶瓷插芯和套筒的压合设备,提升陶瓷插芯和套筒的组装效率。
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:
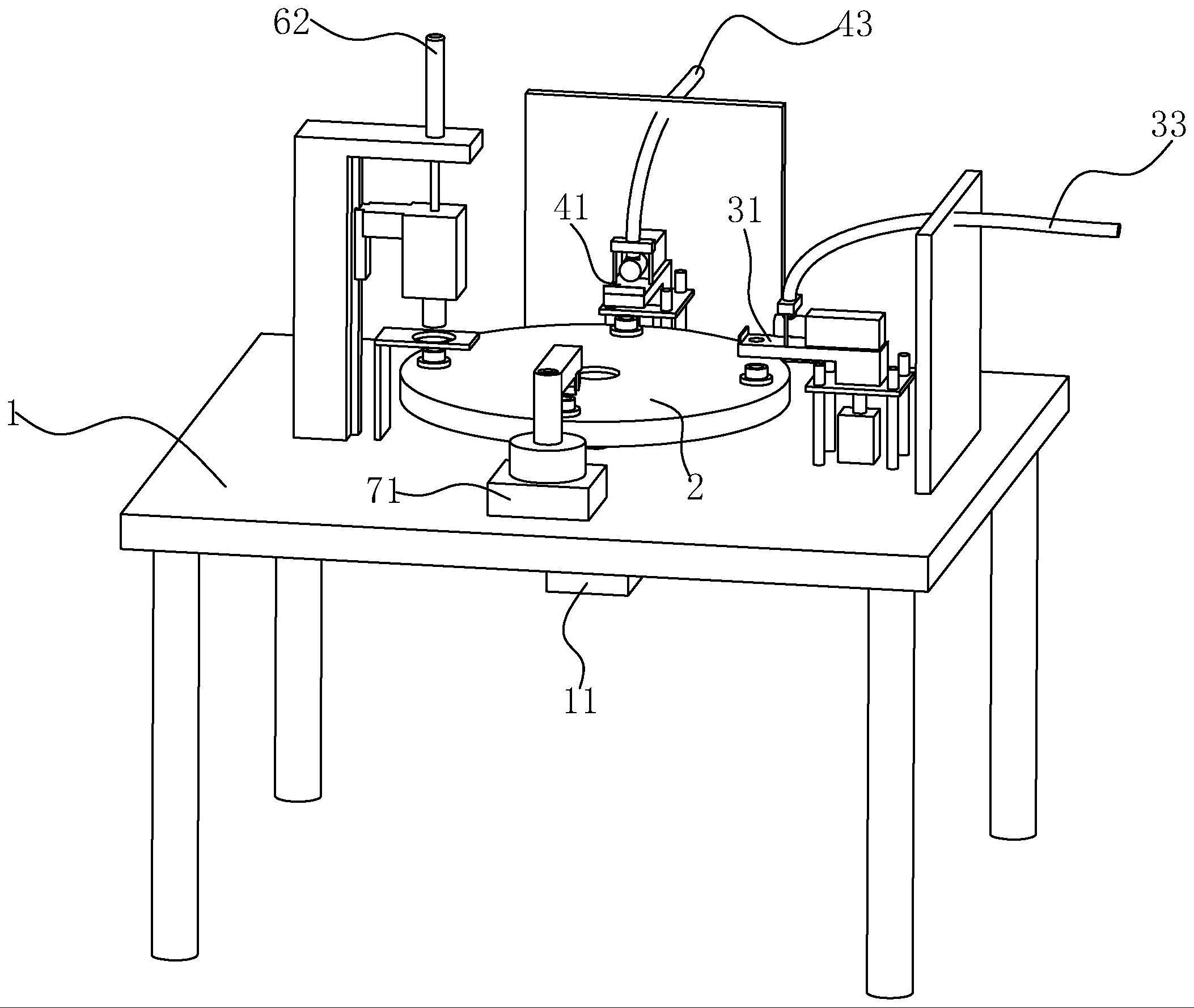
3、一种陶瓷插芯和套筒的压合设备,包括机台,机台上表面旋转连接有圆盘,机台设有驱动圆盘以90度间隔单向旋转的伺服电机;圆盘上设有4个沿着圆周方向等间距布置的阶梯孔,阶梯孔包括同轴连通的大孔和小孔,大孔位于小孔的上方,小孔的下端封堵;机台设有沿着圆周方向依次对应各自阶梯孔的陶瓷插芯放置工位、套筒放置工位、铆压工位和夹料工位;陶瓷插芯放置工位包括安装在机台的第一平板,第一平板设有位于对应阶梯孔正上方的第一定位孔,第一平板设有输送陶瓷插芯的第一软管,第一软管和第一定位孔之间设有逐次推送陶瓷插芯的第一推力组件;套筒放置工位包括安装在机台的第二平板,第二平板设有位于对应阶梯孔正上方的第二定位孔,第二平板设有输送套筒的第二软管,第二软管和第二定位孔之间设有逐次推送套筒的第二推力组件;铆压工位包括安装机台且竖向移动的铆压块,铆压块位于对应阶梯孔的正上方;夹料工位包括将对应阶梯孔处铆压后的套筒夹出的夹持组件。
4、优选的,第一推力组件包括第一横向气缸,第一横向气缸的活塞杆开设有供陶瓷插芯滑入的第一插孔;第一软管和第一定位孔横向错位设置;第一横向气缸的活塞杆封堵第一软管的出口;当第一横向气缸回缩时,第一插孔对准第一软管的出口;当第一横向气缸伸出时,第一插孔对准第一定位孔。
5、优选的,机台设有第一竖向气缸,第一竖向气缸的活塞杆和第一平板固定。
6、优选的,第二推力组件包括第二横向气缸,第二横向气缸的活塞开设供套筒滑入的第二插孔;第二软管和第二定位孔横向错位设置;第二横向气缸的活塞杆封堵第二软管的出口;当第二横向气缸回缩时,第二插孔对准第二软管的出口;当第二横向气缸伸出时,第二插孔对准第二定位孔。
7、优选的,机台设有第二竖向气缸,第二竖向气缸的活塞杆和第二平板固定。
8、优选的,机台固定有第三竖向气缸,第三竖向气缸的活塞杆朝下,且铆压块安装在第三竖向气缸的活塞杆。
9、优选的,夹持组件包括第四竖向气缸,第四竖向气缸的活塞杆固定有旋转气缸,旋转气缸安装夹持套筒的气动夹。
10、综上所述,本实用新型具有以下有益效果:
11、(1)本设计陶瓷插芯先放入阶梯孔,然后圆盘旋转90度,套筒放置在阶梯孔内陶瓷插芯的上方,然后圆盘在旋转90度,在铆压在一起,直走圆盘再次旋转90度,铆压后的套筒被取走,圆盘再次旋转90,空载的阶梯孔再次来到陶瓷插芯的放置工作,利用圆盘的旋转功能,实现对陶瓷插芯和套筒的循环铆压工作,提升了两者的压合效率。
12、(2)第一推力组件和第二推力组件在结构上相似,其目的是逐个的向下方的阶梯孔放置陶瓷插芯和套筒,使得圆盘可以有效且高效的装载插芯和套筒,从而提升两者铆压的成功率,达到提升了两者的压合效率的目的。
13、(3)气动夹可以旋转使得在圆盘内外转动,便于将铆压后的套筒取出。
技术特征:
1.一种陶瓷插芯和套筒的压合设备,其特征是:包括机台(1),机台(1)上表面旋转连接有圆盘(2),机台(1)设有驱动圆盘(2)以90度间隔单向旋转的伺服电机(11);
2.根据权利要求1所述的陶瓷插芯和套筒的压合设备,其特征是:第一推力组件(35)包括第一横向气缸(351),第一横向气缸(351)的活塞杆开设有供陶瓷插芯滑入的第一插孔(352);
3.根据权利要求2所述的陶瓷插芯和套筒的压合设备,其特征是:机台(1)设有第一竖向气缸(34),第一竖向气缸(34)的活塞杆和第一平板(31)固定。
4.根据权利要求3所述的陶瓷插芯和套筒的压合设备,其特征是:第二推力组件(45)包括第二横向气缸(451),第二横向气缸(451)的活塞开设供套筒滑入的第二插孔(452);
5.根据权利要求4所述的陶瓷插芯和套筒的压合设备,其特征是:机台(1)设有第二竖向气缸(44),第二竖向气缸(44)的活塞杆和第二平板(41)固定。
6.根据权利要求5所述的陶瓷插芯和套筒的压合设备,其特征是:机台(1)固定有第三竖向气缸(62),第三竖向气缸(62)的活塞杆朝下,且铆压块(61)安装在第三竖向气缸(62)的活塞杆。
7.根据权利要求6所述的陶瓷插芯和套筒的压合设备,其特征是:夹持组件包括第四竖向气缸(71),第四竖向气缸(71)的活塞杆固定有旋转气缸(72),旋转气缸(72)安装夹持套筒的气动夹(73)。
技术总结
本技术公开了一种陶瓷插芯和套筒的压合设备,其技术方案要点是包括机台,机台上表面旋转连接有圆盘,机台设有驱动圆盘以90度间隔单向旋转的伺服电机;圆盘上设有4个沿着圆周方向等间距布置的阶梯孔,阶梯孔包括同轴连通的大孔和小孔,大孔位于小孔的上方,小孔的下端封堵;机台设有沿着圆周方向依次对应各自阶梯孔的陶瓷插芯放置工位、套筒放置工位、铆压工位和夹料工位,提升陶瓷插芯和套筒的组装效率。
技术研发人员:林强,李文德,查添明
受保护的技术使用者:宁波北仑盈运达光电科技有限公司
技术研发日:20230209
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!