板材分切开槽生产线的制作方法
本技术涉及板材加工线,特别涉及一种板材分切开槽生产线。
背景技术:
1、市场上的吊顶天花板使用板件进行安装,有些板件需要开槽进行拼装。在制造端,这些板件需要通过大板材进行分切、开槽等工序加工而成。现有的分切工艺,通过人工将大板材放入到分切机中进行分切,分切完成后还需要人工对多余的边料进行取出处理等操作;然后将分切的板材逐个放入到开槽机进行开槽;整个工序流程时间长,生产效率不高。
技术实现思路
1、本实用新型旨在至少在一定程度上解决相关技术中的上述技术问题之一。为此,本实用新型提出一种板材分切开槽生产线。
2、为实现上述目的,本实用新型的技术方案如下:
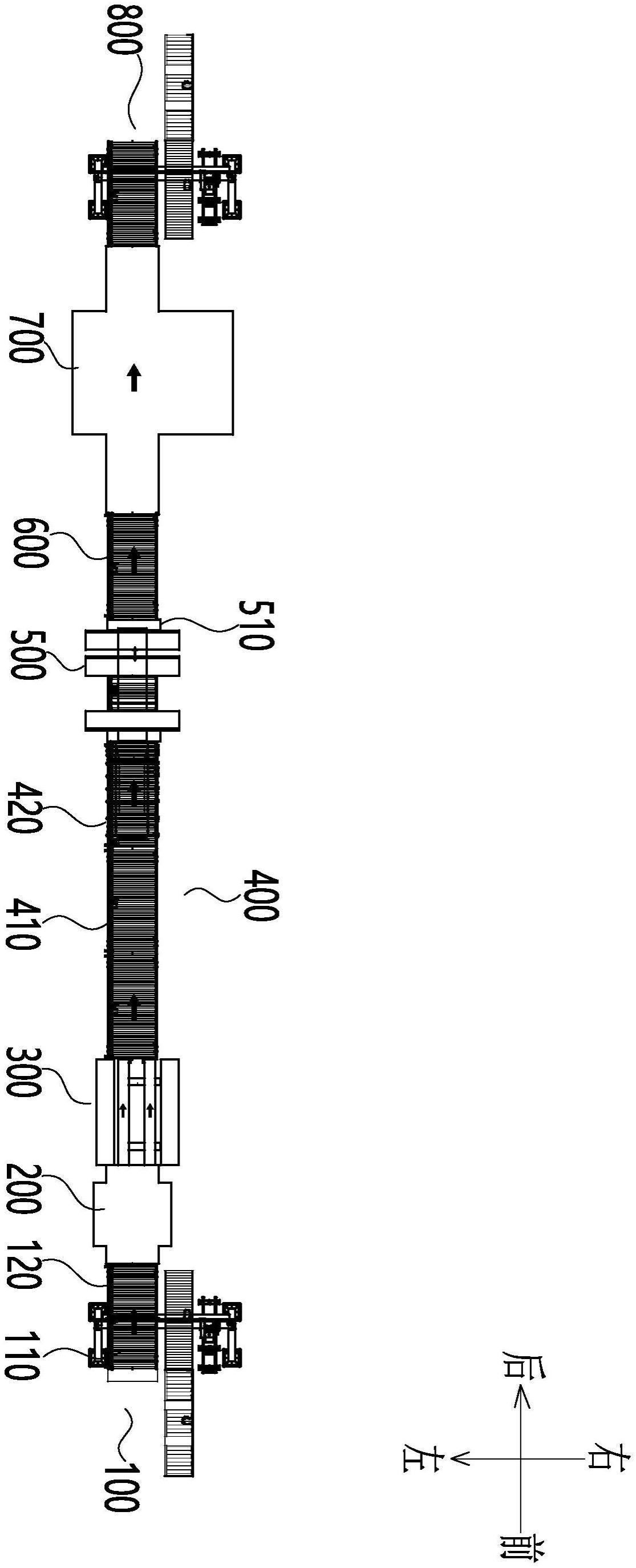
3、根据本实用新型的第一方面实施例的板材分切开槽生产线,包括:
4、上料机组,所述上料机组包括第一滚筒线和第一靠边机构,所述第一靠边机构用于将第一滚筒线上的大板材推动且定位至所述第一滚筒线的侧边;
5、分片机构,所述分片机构连接在所述第一滚筒线的出料端,所述分片机构将大板材分切出两条并列的板条;
6、中转机构,位于所述分片机构的后工位上,所述中转机构包括两条相互平行并列设置的中转线,两个所述中转线的相对外侧处设有可上下翻转的接料板;
7、第二滚筒线,所述第二滚筒线连接在所述中转机构的出料端;
8、定长分切机构,连接在所述第二滚筒线的出料端,所述定长分切机构用于对板条定长分切成小板材;
9、第三滚筒线,连接在所述定长分切机构的出料端;
10、开槽机构,所述开槽机构位于所述第三滚筒线的出料端,所述开槽机构用于对分切得到的小板材进行开槽;
11、出料机组,连接在所述开槽机构的出料端,所述出料机组用于将所述开槽机构的成品进行逐片出料。
12、根据本实用新型实施例的板材分切开槽生产线,至少具有如下有益效果:板材分切开槽生产线实现自动化完成上料、定位、分切、边料收集、输送、开槽、卸料等一系列工序操作,整体工作效率高。
13、根据本实用新型的一些实施例,所述第一靠边机构包括定位条和推头,所述定位条沿所述第一滚筒线的输送方向延伸且位于所述第一滚筒线的侧边,所述推头在水平方向上垂直于所述第一滚筒线的输送方向相对所述定位条进行平移。
14、根据本实用新型的一些实施例,所述上料机组还包括挡条,所述挡条位于所述第一滚筒线上方升降,所述挡条能够下降至所述第一滚筒线的输送面。
15、根据本实用新型的一些实施例,所述接料板铰接在所述中转线的侧边,每个所述接料板分别通过不同的气缸驱动进行上下翻转,所述接料板沿所述中转线的运输方向延伸。
16、根据本实用新型的一些实施例,位于所述接料板首尾两端的下方设有料兜,位于同侧的两个所述料兜相对开口且朝上开口。
17、根据本实用新型的一些实施例,所述第二滚筒线包括依次连接的第一输送段和第二输送段,所述第一输送段位于所述第二输送段的上游侧,所述第二输送段的输送速度快于所述第一输送段的输送速度。
18、根据本实用新型的一些实施例,所述第二滚筒线上设有第二靠边机构,所述第二靠边机构用于将第二滚筒线上的板条推动且定位至所述第二滚筒线的侧边。
19、根据本实用新型的一些实施例,所述第二滚筒线的出料端上方设有若干压轮。
20、根据本实用新型的一些实施例,所述第三滚筒线和所述定长分切机构之间设有废料推料机构,所述废料推料机构用于将所述定长分切机构所得的废料推出。
21、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种板材分切开槽生产线,其特征在于,包括:
2.根据权利要求1所述的板材分切开槽生产线,其特征在于:所述第一靠边机构(120)包括定位条(121)和推头(122),所述定位条(121)沿所述第一滚筒线(110)的输送方向延伸且位于所述第一滚筒线(110)的侧边,所述推头(122)在水平方向上垂直于所述第一滚筒线(110)的输送方向相对所述定位条(121)进行平移。
3.根据权利要求1所述的板材分切开槽生产线,其特征在于:所述上料机组(100)还包括挡条(130),所述挡条(130)位于所述第一滚筒线(110)上方升降,所述挡条(130)能够下降至所述第一滚筒线(110)的输送面。
4.根据权利要求1所述的板材分切开槽生产线,其特征在于:所述接料板(320)铰接在所述中转线(310)的侧边,每个所述接料板(320)分别通过不同的气缸(330)驱动进行上下翻转,所述接料板(320)沿所述中转线(310)的运输方向延伸。
5.根据权利要求4所述的板材分切开槽生产线,其特征在于:位于所述接料板(320)首尾两端的下方设有料兜(340),位于同侧的两个所述料兜(340)相对开口且朝上开口。
6.根据权利要求1所述的板材分切开槽生产线,其特征在于:所述第二滚筒线(400)包括依次连接的第一输送段(410)和第二输送段(420),所述第一输送段(410)位于所述第二输送段(420)的上游侧,所述第二输送段(420)的输送速度快于所述第一输送段(410)的输送速度。
7.根据权利要求1或6所述的板材分切开槽生产线,其特征在于:所述第二滚筒线(400)上设有第二靠边机构(430),所述第二靠边机构(430)用于将第二滚筒线(400)上的板条推动且定位至所述第二滚筒线(400)的侧边。
8.根据权利要求1所述的板材分切开槽生产线,其特征在于:所述第二滚筒线(400)的出料端上方设有若干压轮(440)。
9.根据权利要求1所述的板材分切开槽生产线,其特征在于:所述第三滚筒线(600)和所述定长分切机构(500)之间设有废料推料机构(510),所述废料推料机构(510)用于将所述定长分切机构(500)所得的废料推出。
技术总结
本技术公开了一种板材分切开槽生产线,包括:上料机组包括第一滚筒线和第一靠边机构,第一靠边机构用于将第一滚筒线上的大板材推动且定位至第一滚筒线的侧边;分片机构连接在第一滚筒线的出料端,分片机构将大板材分切出两条并列的板条;中转机构位于分片机构的后工位上;第二滚筒线连接在中转机构的出料端;定长分切机构连接在第二滚筒线的出料端;第三滚筒线连接在定长分切机构的出料端;开槽机构位于第三滚筒线的出料端,开槽机构用于对分切得到的小板材进行开槽;出料机组连接在开槽机构的出料端;板材分切开槽生产线实现自动化完成上料、定位、分切、边料收集、输送、开槽、卸料等一系列工序操作,整体工作效率高。
技术研发人员:刘恒生
受保护的技术使用者:佛山市超粤智造设备有限公司
技术研发日:20230222
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!