一种柔性电路板全自动冲裁系统的制作方法
本技术涉及自动化设备领域,具体为一种柔性电路板全自动冲裁系统。
背景技术:
1、专利申请cn211729479u公开了一种柔性电路板用的自动冲裁装置,包括依次布置的用于输入柔性电路板的进料单元、用于对进料单元输入的柔性电路板进行定位的定位单元、移送单元、冲裁单元,所述定位单元包括机械手、定位板、用于对机械手上的柔性电路板进行定位的局部相机,所述机械手用于从进料单元抓取柔性电路板并经局部相机定位后放到定位板上;所述移送单元用于将定位板上柔性电路板送入冲裁单元进行冲裁。
2、专利申请cn113878666a公开了一种结构紧凑的柔性电路板自动化冲裁系统,包括冲裁机构、上料机构、收料机构、用于对柔性电路板定位的定位机构、机械手机构,所述第一载体收集单元的下方为预留安装空间;所述冲裁机构包括上模、与上模配合的下模、驱动上模冲裁运动的第二驱动模块、驱动下模水平移动的第三驱动模块;所述下模的移动路径和第一刮板的移动路径并排。
3、在上述方案中,废料收集筐作为收料结构的一部分,收料机构可收集成品和废料,对于收料结构的机械手来说,其需要先后进行收成品和收废料,其效率较低。
4、在另外一些产品中,将废料框作为上料机构的一部分,上料机构要负责柔性电路板的对位、夹取,还需要负责废料的收集,其加工效率进一步降低。
5、所以,本实用新型所要解决的问题在于:如何提出一种提高柔性电路板全自动冲裁加工效率的系统。
技术实现思路
1、本实用新型的目的在于提供一种提高柔性电路板全自动冲裁系统,该系统将上料单元、成品收料单元、废料收集单元设置在三个不同的方向和位置,使下模在移动路径上,三个机构互不干涉、先后进行工作;可有效提高加工效率。
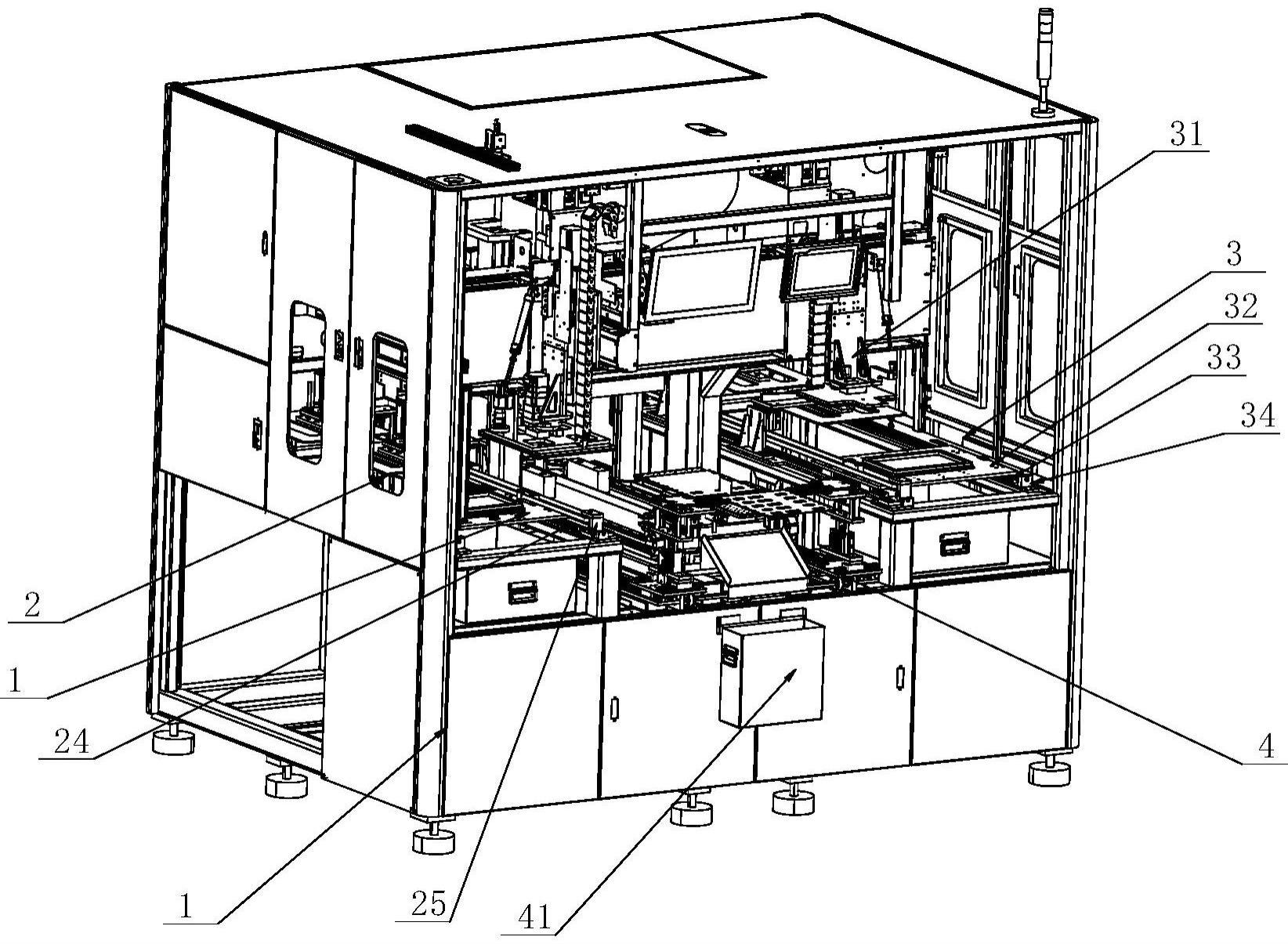
2、为实现上述目的,本实用新型提供如下技术方案:一种柔性电路板全自动冲裁系统,包括机架、固定在机架上的上料单元、成品收料单元,还包括废料收集单元,固定在机架上的上模以及以可前后移动的方式设置在机架上的下模;所述废料收集单元设置在远离上模的一端;所述上料单元、成品收集单元位于下模的移动路径的两侧。
3、在上述的柔性电路板全自动冲裁系统中,所述废料收集单元包括用于将下模上的废料夹取的夹取模块、废料斗、用于驱动夹取模块在下模和废料斗之间移动的第一驱动模块。
4、在上述的柔性电路板全自动冲裁系统中,所述夹取模块包括一对相对布置的夹爪、用于驱动夹爪升降的第二驱动模块、用于驱动夹爪加紧或松开废料边缘的第三驱动模块、用于驱动一对夹爪相互靠近或远离的第四驱动模块;所述第一驱动模块用于驱动夹爪在下模和废料斗之间移动。
5、在上述的柔性电路板全自动冲裁系统中,所述夹爪为板状夹爪或手指状夹爪;所述下模的上表面设有若干避空槽;所述避空槽用于供夹爪伸入以延伸到柔性电路板的下表面。
6、在上述的柔性电路板全自动冲裁系统中,所述机架上设有第一线轨,所述下模与第一线轨滑动配合;所述下模通过一第五驱动模块驱动沿第一线轨移动。
7、在上述的柔性电路板全自动冲裁系统中,所述上料单元包括第一机械手、第一平台、柔性电路板识别模块;所述柔性电路板识别模块用于识别第一平台上的柔性电路板的位置;所述第一机械手用于将经柔性电路板识别模块定位后的柔性电路板移动到下模上。
8、在上述的柔性电路板全自动冲裁系统中,所述柔性电路板识别模块为ccd相机,所述ccd相机固定在第一机械手上方。
9、在上述的柔性电路板全自动冲裁系统中,所述上料单元还包括第二线轨、用于驱动第一平台沿第二线轨移动的第六驱动模块;所述第一平台用于放置托盘;在第一平台的移动路径上还设有空托盘收集模块和满托盘放置模块。
10、在上述的柔性电路板全自动冲裁系统中,所述成品收料单元包括第二机械手、第二平台;所述第二机械手用于将下模上的产品移动到第二平台上。
11、在上述的柔性电路板全自动冲裁系统中,所述成品收料单元还包括第三线轨、用于驱动第二平台沿第三线轨移动的第七驱动模块;所述第二平台用于放置托盘,所述第二平台的移动路径上还设有空托盘放置模块和满托盘收集模块。
12、与现有技术相比,本实用新型的有益效果是:
13、本实用新型将上料单元、成品收料单元、废料收集单元设置在三个不同的方向和位置,使下模在移动路径上,三个机构互不干涉、先后进行工作;可有效提高加工效率。
技术特征:
1.一种柔性电路板全自动冲裁系统,包括机架、固定在机架上的上料单元、成品收料单元,其特征在于,还包括废料收集单元,固定在机架上的上模以及以可前后移动的方式设置在机架上的下模;所述废料收集单元设置在远离上模的一端;所述上料单元、成品收集单元位于下模的移动路径的两侧。
2.根据权利要求1所述的柔性电路板全自动冲裁系统,其特征在于,所述废料收集单元包括用于将下模上的废料夹取的夹取模块、废料斗、用于驱动夹取模块在下模和废料斗之间移动的第一驱动模块。
3.根据权利要求2所述的柔性电路板全自动冲裁系统,其特征在于,所述夹取模块包括一对相对布置的夹爪、用于驱动夹爪升降的第二驱动模块、用于驱动夹爪加紧或松开废料边缘的第三驱动模块、用于驱动一对夹爪相互靠近或远离的第四驱动模块;所述第一驱动模块用于驱动夹爪在下模和废料斗之间移动。
4.根据权利要求3所述的柔性电路板全自动冲裁系统,其特征在于,所述夹爪为板状夹爪或手指状夹爪;所述下模的上表面设有若干避空槽;所述避空槽用于供夹爪伸入以延伸到柔性电路板的下表面。
5.根据权利要求1所述的柔性电路板全自动冲裁系统,其特征在于,所述机架上设有第一线轨,所述下模与第一线轨滑动配合;所述下模通过一第五驱动模块驱动沿第一线轨移动。
6.根据权利要求1所述的柔性电路板全自动冲裁系统,其特征在于,所述上料单元包括第一机械手、第一平台、柔性电路板识别模块;所述柔性电路板识别模块用于识别第一平台上的柔性电路板的位置;所述第一机械手用于将经柔性电路板识别模块定位后的柔性电路板移动到下模上。
7.根据权利要求6所述的柔性电路板全自动冲裁系统,其特征在于,所述柔性电路板识别模块为ccd相机,所述ccd相机固定在第一机械手上方。
8.根据权利要求6所述的柔性电路板全自动冲裁系统,其特征在于,所述上料单元还包括第二线轨、用于驱动第一平台沿第二线轨移动的第六驱动模块;所述第一平台用于放置托盘;在第一平台的移动路径上还设有空托盘收集模块和满托盘放置模块。
9.根据权利要求1所述的柔性电路板全自动冲裁系统,其特征在于,所述成品收料单元包括第二机械手、第二平台;所述第二机械手用于将下模上的产品移动到第二平台上。
10.根据权利要求9所述的柔性电路板全自动冲裁系统,其特征在于,所述成品收料单元还包括第三线轨、用于驱动第二平台沿第三线轨移动的第七驱动模块;所述第二平台用于放置托盘,所述第二平台的移动路径上还设有空托盘放置模块和满托盘收集模块。
技术总结
本技术属于自动化设备领域,公开了一种柔性电路板全自动冲裁系统,包括机架、固定在机架上的上料单元、成品收料单元,还包括废料收集单元,固定在机架上的上模以及以可前后移动的方式设置在机架上的下模;所述废料收集单元设置在远离上模的一端;所述上料单元、成品收集单元位于下模的移动路径的两侧。该系统将上料单元、成品收料单元、废料收集单元设置在三个不同的方向和位置,使下模在移动路径上,通过空间上的相互避让(在软件上也会进一步的进行程序避让设计),使上料单元、下料单元、废料收集单元先后进行工作;可有效提高加工效率。
技术研发人员:史洪智
受保护的技术使用者:史洪智
技术研发日:20230214
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!