自动紧位工装的制作方法
本技术属于工件定位,特别是涉及自动紧位工装。
背景技术:
1、工装需要人工参与进行装夹定位,不能够配合机器人等进行自动化加工,需要人工通过拧螺栓等作业来实现工件的夹紧,不仅费时费力,工人的劳动强度高,容易影响工件加工效率低,人工成本较高。故此,我们提出自动紧位工装。
技术实现思路
1、本实用新型的目的在于提供自动紧位工装,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
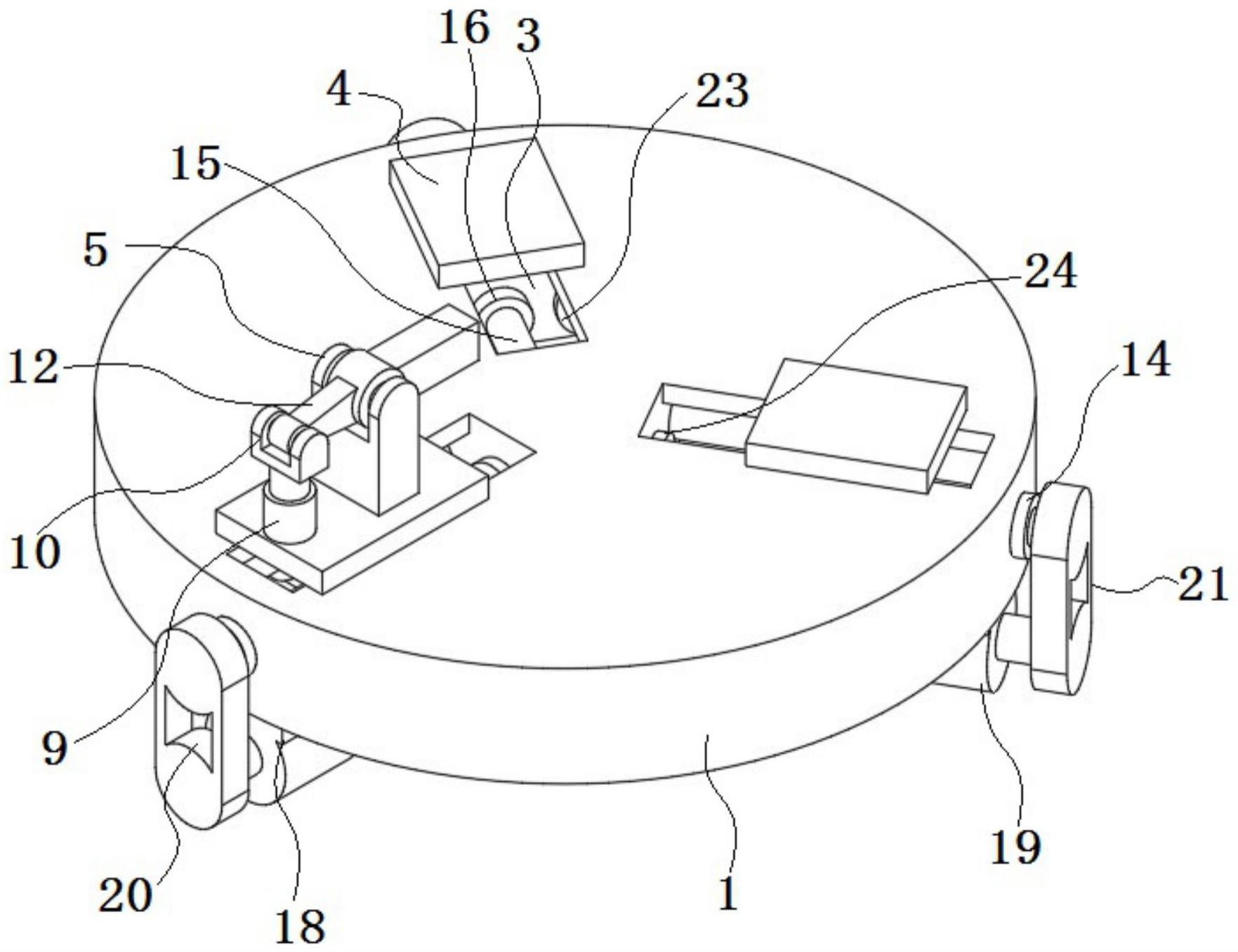
3、本实用新型为自动紧位工装,包括底座和移动板,所述底座内表面设置有若干滑动槽,所述滑动槽内表面嵌合有滑动块,所述移动板焊接在滑动块上表面,所述移动板上表面焊接有安装架,所述安装架内表面焊接有转动轴,所述转动轴外表面嵌合有转动套筒,所述转动套筒外表面焊接有固定夹板,所述转动套筒外表面焊接有推动杆,所述推动杆外表面焊接有推动套筒,所述移动板上表面安装有液压杆,所述液压杆上表面焊接有连接框架,所述连接框架内表面焊接有连接轴,所述连接轴外表面嵌合在推动套筒内表面,通过控制液压杆,带动连接框架进行移动,利用连接框架内部连接轴外表面与推动套筒内表面之间的滑动连接,同时通过转动套筒外表面推动杆的安装,使转动套筒围绕转动轴进行转动,带动固定夹板进行移动,从而方便对工件进行快速固定。
4、优选地,所述底座内表面焊接有安装套筒,所述安装套筒内表面嵌合有螺纹杆,所述滑动块内表面焊接有螺纹套筒,所述螺纹杆外表面与螺纹套筒内表面螺纹连接,所述螺纹杆外表面焊接有传动齿轮,所述底座下表面焊接有电机座,所述电机座下表面安装有移动电机,所述移动电机输出端安装有动力齿轮,所述动力齿轮外表面安装有齿轮条,所述传动齿轮与齿轮条啮合,通过控制移动电机,带动动力齿轮进行旋转,利用动力齿轮与齿轮条之间的啮合以及传动齿轮与齿轮条之间的啮合,带动螺纹杆进行转动,然后利用螺纹杆外表面与螺纹套筒内表面之间的螺纹连接,带动滑动块在滑动槽内部进行定向移动,从而带动移动板进行移动,而且能够省时省力,能够减少工人的劳动强度高,能够提高工件加工的工作效率。
5、优选地,所述滑动槽内表面焊接有定位滑杆,所述滑动块内表面焊接有定位套筒,所述定位滑杆外表面与定位套筒内表面滑动连接。
6、优选地,所述底座内表面设置有定位转槽,所述螺纹杆外表面焊接有连接板,所述连接板外表面焊接有定位转块,所述定位转块外表面嵌合在定位转槽内表面。
7、本实用新型具有以下有益效果:
8、1.本实用新型中,通过控制移动电机,带动动力齿轮进行旋转,利用动力齿轮与齿轮条之间的啮合以及传动齿轮与齿轮条之间的啮合,带动螺纹杆进行转动,然后利用螺纹杆外表面与螺纹套筒内表面之间的螺纹连接,带动滑动块在滑动槽内部进行定向移动,从而带动移动板进行移动,同时通过控制液压杆,带动连接框架进行移动,利用连接框架内部连接轴外表面与推动套筒内表面之间的滑动连接,同时通过转动套筒外表面推动杆的安装,使转动套筒围绕转动轴进行转动,带动固定夹板进行移动,不仅方便对工件进行快速固定,而且能够省时省力,能够减少工人的劳动强度高,能够提高工件加工的工作效率。
技术特征:
1.自动紧位工装,包括底座(1)和移动板(4),其特征在于:所述底座(1)内表面设置有若干滑动槽(2),所述滑动槽(2)内表面嵌合有滑动块(3),所述移动板(4)焊接在滑动块(3)上表面,所述移动板(4)上表面焊接有安装架(5),所述安装架(5)内表面焊接有转动轴(6),所述转动轴(6)外表面嵌合有转动套筒(7),所述转动套筒(7)外表面焊接有固定夹板(8),所述转动套筒(7)外表面焊接有推动杆(12),所述推动杆(12)外表面焊接有推动套筒(13),所述移动板(4)上表面安装有液压杆(9),所述液压杆(9)上表面焊接有连接框架(10),所述连接框架(10)内表面焊接有连接轴(11),所述连接轴(11)外表面嵌合在推动套筒(13)内表面。
2.根据权利要求1所述的自动紧位工装,其特征在于:所述底座(1)内表面焊接有安装套筒(14),所述安装套筒(14)内表面嵌合有螺纹杆(15),所述滑动块(3)内表面焊接有螺纹套筒(16),所述螺纹杆(15)外表面与螺纹套筒(16)内表面螺纹连接。
3.根据权利要求2所述的自动紧位工装,其特征在于:所述螺纹杆(15)外表面焊接有传动齿轮(17),所述底座(1)下表面焊接有电机座(18),所述电机座(18)下表面安装有移动电机(19)。
4.根据权利要求3所述的自动紧位工装,其特征在于:所述移动电机(19)输出端安装有动力齿轮(20),所述动力齿轮(20)外表面安装有齿轮条(21),所述传动齿轮(17)与齿轮条(21)啮合。
5.根据权利要求1所述的自动紧位工装,其特征在于:所述滑动槽(2)内表面焊接有定位滑杆(22),所述滑动块(3)内表面焊接有定位套筒(23),所述定位滑杆(22)外表面与定位套筒(23)内表面滑动连接。
6.根据权利要求2所述的自动紧位工装,其特征在于:所述底座(1)内表面设置有定位转槽(26),所述螺纹杆(15)外表面焊接有连接板(24)。
7.根据权利要求6所述的自动紧位工装,其特征在于:所述连接板(24)外表面焊接有定位转块(25),所述定位转块(25)外表面嵌合在定位转槽(26)内表面。
技术总结
本技术公开了自动紧位工装,包括底座和移动板,底座内表面设置有若干滑动槽,滑动槽内表面嵌合有滑动块,移动板焊接在滑动块上表面,移动板上表面焊接有安装架,安装架内表面焊接有转动轴,转动轴外表面嵌合有转动套筒,转动套筒外表面焊接有固定夹板,转动套筒外表面焊接有推动杆,推动杆外表面焊接有推动套筒,移动板上表面安装有液压杆。本技术所述的自动紧位工装,通过控制液压杆,带动连接框架进行移动,利用连接框架内部连接轴外表面与推动套筒内表面之间的滑动连接,同时通过转动套筒外表面推动杆的安装,使转动套筒围绕转动轴进行转动,带动固定夹板进行移动,从而方便对工件进行快速固定。
技术研发人员:宋周宏,张成明
受保护的技术使用者:深圳精准精密机械有限公司
技术研发日:20230301
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!