一种锁轴通用工装的制作方法
本技术涉及 汽车零部件加工工装,尤其涉及一种锁轴通用工装。
背景技术:
1、锁轴时汽车的差速锁,它可以使左右半轴锁紧成一体,保持一致的动力输出,有助于车辆脱困或通过复杂路况。在对锁轴加工时需要通过专用设备对它进行固定和定位,传统的工装结构复杂,调整困难,固定不牢靠,锁轴容易产生晃动,造成加工精度不够;工装安装后不方便对其调整角度,无法适应多个面的加工。
技术实现思路
1、本申请实施例通过提供一种锁轴通用工装,解决了现有技术中 对锁轴固定的问 题,提高了锁轴的固定效果,方便调节,适用性强,能够对多种轴型进行加工。
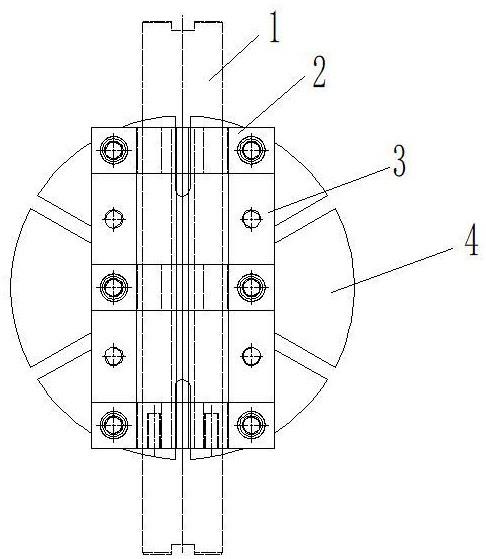
2、本申请实施例提供了一种锁轴通用工装,包括:四轴连接法兰,所述的四轴连接法兰上侧通过螺栓连接有v型定位块,所述的四轴连接法兰上设置有凸块,所述的v型定位块上设置有v型定位槽,所述的v型定位块下侧设置有凹槽,所述的v型定位槽底部设置有排屑槽,所述的v型定位槽内设置有锁轴,所述的v型定位块上侧配套设置有压紧块,所述的压紧块上设置有固定槽,所述的固定槽与v型定位槽互相配合,所述的压紧块通过螺栓与v型定位块锁紧固定。
3、所述的凸块嵌入凹槽内,凸块与凹槽互相配合,所述的凸块与四轴连接法兰为一体化设置,所述的凸块和凹槽为矩形。
4、所述的四轴连接法兰为圆盘形,所述的四轴连接法兰左右两侧各自均匀设置有两个键槽,所述的键槽配合螺栓和螺母将四轴连接法兰固定在底座上。
5、所述的v型定位槽开口呈90°,所述的锁轴设置在v型定位槽内,所述的v型定位块顶部两侧均匀设置有螺栓孔,螺栓孔的数量为10个。
6、所述的压紧块数量为三个,所述的固定槽整体呈梯形,固定槽内的两边向外倾斜30°。
7、所述的v型定位槽和固定槽内设置有锁轴,所述的锁轴通过压紧块配合螺栓锁紧固定。
8、本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:设置有v型定位槽,锁轴能够快速准确的定位放置到相应位置,并且通过三个压紧块将其限位,能够较好的锁紧锁轴,防止锁轴产生活动,提高了锁轴的加工精度,并且能够固定多种柱形的零部件,适用性强;设置有四轴连接法兰,通过四轴连接法兰上的键槽将其固定在底座上,通过调节法兰的固定角度,能够将工装调节位置,方便多角度对锁轴进行加工。
技术特征:
1.一种锁轴通用工装,其特征在于,包括:四轴连接法兰,所述的四轴连接法兰上侧通过螺栓连接有v型定位块,所述的四轴连接法兰上设置有凸块,所述的v型定位块上设置有v型定位槽,所述的v型定位块下侧设置有凹槽,所述的v型定位槽底部设置有排屑槽,所述的v型定位槽内设置有锁轴,所述的v型定位块上侧配套设置有压紧块,所述的压紧块上设置有固定槽,所述的固定槽与v型定位槽互相配合,所述的压紧块通过螺栓与v型定位块锁紧固定。
2.如权利要求1所述的一种锁轴通用工装,其特征在于,所述的凸块嵌入凹槽内,凸块与凹槽互相配合,所述的凸块与四轴连接法兰为一体化设置,所述的凸块和凹槽为矩形。
3.如权利要求1所述的一种锁轴通用工装,其特征在于,所述的四轴连接法兰为圆盘形,所述的四轴连接法兰左右两侧各自均匀设置有两个键槽,所述的键槽配合螺栓和螺母将四轴连接法兰固定在底座上。
4.如权利要求1所述的一种锁轴通用工装,其特征在于,所述的v型定位槽开口呈90°,所述的锁轴设置在v型定位槽内,所述的v型定位块顶部两侧均匀设置有螺栓孔,螺栓孔的数量为10个。
5.如权利要求1所述的一种锁轴通用工装,其特征在于,所述的压紧块数量为三个,所述的固定槽整体呈梯形,固定槽内的两边向外倾斜30°。
6.如权利要求1所述的一种锁轴通用工装,其特征在于,所述的v型定位槽和固定槽内设置有锁轴,所述的锁轴通过压紧块配合螺栓锁紧固定。
技术总结
本技术公开了一种锁轴通用工装,包括:四轴连接法兰,所述的四轴连接法兰上侧通过螺栓连接有V型定位块,所述的四轴连接法兰上设置有凸块,所述的V型定位块上设置有V型定位槽,所述的V型定位块下侧设置有凹槽,所述的V型定位槽底部设置有排屑槽,所述的V型定位槽内设置有锁轴,所述的V型定位块上侧配套设置有压紧块,所述的压紧块上设置有固定槽,所述的固定槽与V型定位槽互相配合,所述的压紧块通过螺栓与V型定位块锁紧固定。
技术研发人员:熊杰,赵林峰,邱荷英,王浩,张霆宇,朱彬,刘满芳,谢建军
受保护的技术使用者:江苏中祥汽车部件有限公司
技术研发日:20230314
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!