一种差速器壳体箱式加工工装的制作方法
本技术涉及差速器壳体加工,尤其涉及一种差速器壳体箱式加工工装。
背景技术:
1、汽车差速器是驱动桥的主件,它的作用就是在向两边半轴传递动力的同时,允许两边半轴以不同的转速旋转,满足两边车轮尽可能以纯滚动的形式作不等距行驶,减少轮胎与地面的摩擦,差速器壳体是差速器各部件的载体,差速器壳体在加工过程中,需要通过差速器壳体箱式加工工装进行辅助加工。
2、现有的差速器壳体箱式加工工装多数不具备吊装结构,在搬运差速器壳体箱式加工工装时不便于吊装,从而增加了差速器壳体箱式加工工装在搬运时的难度,所以需要进行改进。
技术实现思路
1、本实用新型的目的是为了克服现有的差速器壳体箱式加工工装不具备吊装结构,在差速器壳体箱式加工工装搬运过程中不便于吊装,增加了差速器壳体箱式加工工装搬运过程中难度的不足,而提出的一种差速器壳体箱式加工工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:
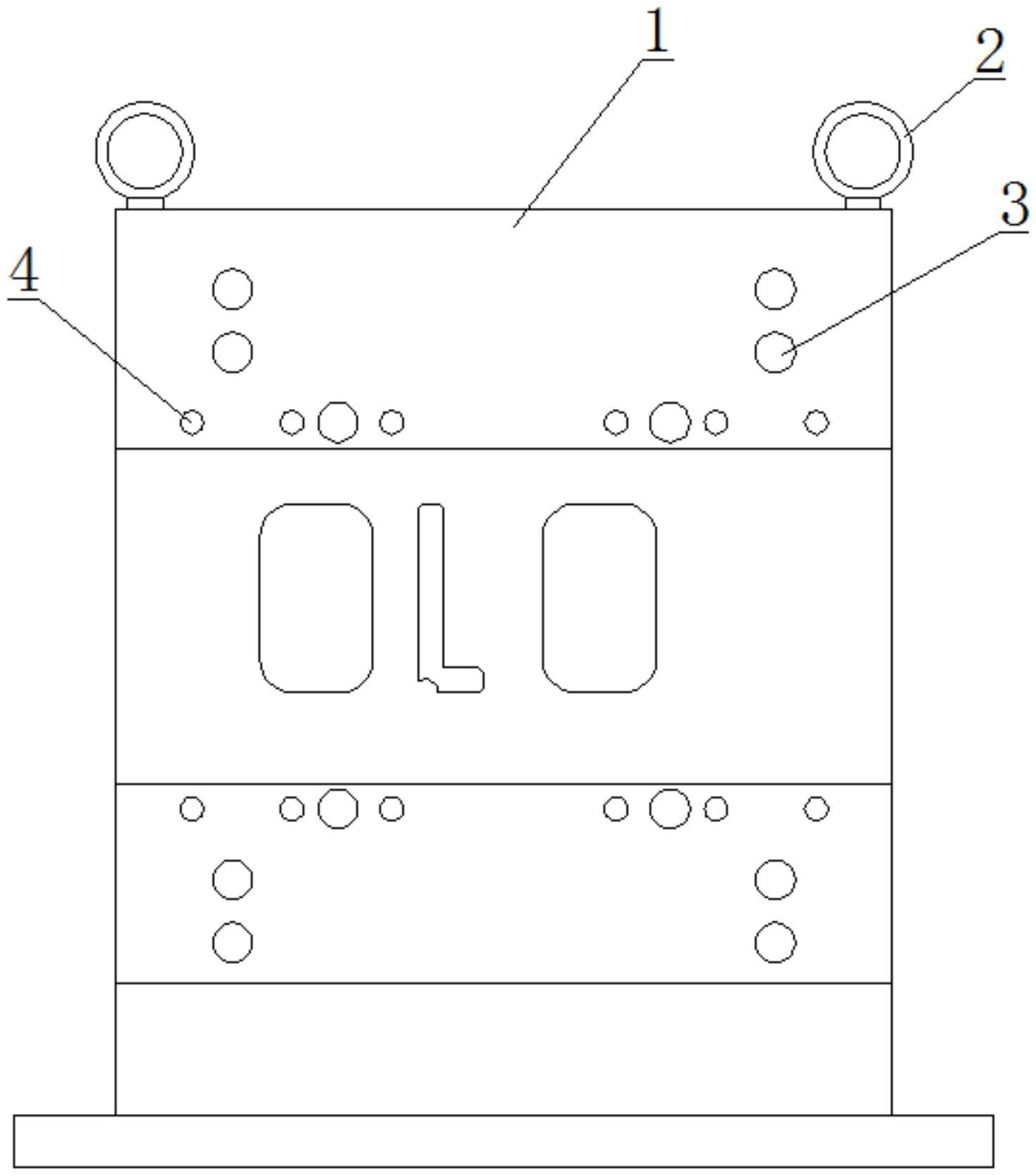
3、一种差速器壳体箱式加工工装,包括本体,所述本体的一侧等间距开设有四组圆孔结构,所述本体的另一侧可拆卸连接有两个承载块,两个承载块的一侧中部均固定有加工件,所述承载块和加工件一体成型,所述本体的上端两侧均设置有吊装环,所述本体采用焊接技术整体焊接固定连接。
4、优选地,为了使差速器壳体加工时打孔的位置更加精准,提高差速器壳体的加工效果,四组圆孔结构均由三个大圆孔和三个小圆孔组成,其中两个大圆孔为对应垂直设置,三个小圆孔为水平对称设置,另一个大圆孔设置在位于相邻的两个小圆孔之间。
5、优选地,为了限制承载块的移动,提高承载块安装在本体上的稳定性,所述本体的另一侧固定有十二个限位杆,两个承载块的另一侧中部均开设有两个限位槽,其中四个限位杆插接在相对应的四个限位槽内。
6、优选地,为了将承载块固定安装在本体上,两个承载块的一侧四角均开设有圆槽,八个圆槽内均贯穿设置有螺栓,八个螺栓的一端均螺合在本体上。
7、与现有技术相比,本实用新型的有益效果是:
8、1、将两个吊装环安装在差速器壳体箱式加工工装上,在差速器壳体箱式加工工装搬运过程中,可以通过两个吊装环将差速器壳体箱式加工工装进行吊装,使差速器壳体箱式加工工装在吊装过程中更加的方便,从而可以更加方便的对差速器壳体箱式加工工装进行搬运,有效的提高了差速器壳体箱式加工工装搬运过程中的便捷性;
9、2、差速器壳体箱式加工工装为整体焊接技术固定连接,可以有效的提高差速器壳体箱式加工工装的整体强度,通过圆孔结构的使用,可以使差速器壳体加工打孔的位置更加精准,有效的提高了差速器壳体加工效果;
10、综上所述,本实用新型能够通过两个吊装环使差速器壳体箱式加工工装在吊装过程中更加的方便,使差速器壳体箱式加工工装在搬运时更加的方便,有效的解决了传统差速器壳体箱式加工工装不具备吊装结构,在其搬运过程中较为困难的情况,从而可以降低差速器壳体箱式加工工装搬运时的难度。
技术特征:
1.一种差速器壳体箱式加工工装,包括本体(1),其特征在于:所述本体(1)的一侧等间距开设有四组圆孔结构,所述本体(1)的另一侧可拆卸连接有两个承载块(5),两个承载块(5)的一侧中部均固定有加工件(6),所述承载块(5)和加工件(6)一体成型,所述本体(1)的上端两侧均设置有吊装环(2),所述本体(1)采用焊接技术整体焊接固定连接。
2.根据权利要求1所述的一种差速器壳体箱式加工工装,其特征在于:四组圆孔结构均由三个大圆孔(3)和三个小圆孔(4)组成,其中两个大圆孔(3)为对应垂直设置,三个小圆孔(4)为水平对称设置,另一个大圆孔(3)设置在位于相邻的两个小圆孔(4)之间。
3.根据权利要求1所述的一种差速器壳体箱式加工工装,其特征在于:所述本体(1)的另一侧固定有十二个限位杆(8),两个承载块(5)的另一侧中部均开设有两个限位槽(7),其中四个限位杆(8)插接在相对应的四个限位槽(7)内。
4.根据权利要求1所述的一种差速器壳体箱式加工工装,其特征在于:两个承载块(5)的一侧四角均开设有圆槽,八个圆槽内均贯穿设置有螺栓(9),八个螺栓(9)的一端均螺合在本体(1)上。
技术总结
本技术公开了一种差速器壳体箱式加工工装,包括本体,所述本体的一侧等间距开设有四组圆孔结构,所述本体的另一侧可拆卸连接有两个承载块,两个承载块的一侧中部均固定有加工件,所述承载块和加工件一体成型,所述本体的上端两侧均设置有吊装环,所述本体采用焊接技术整体焊接固定连接。本技术能够通过两个吊装环使差速器壳体箱式加工工装在吊装过程中更加的方便,使差速器壳体箱式加工工装在搬运时更加的方便,有效的解决了传统差速器壳体箱式加工工装不具备吊装结构,在其搬运过程中较为困难的情况,从而可以降低差速器壳体箱式加工工装搬运时的难度。
技术研发人员:王立果,侯宝君,谭金升,王启洲,张垒
受保护的技术使用者:潍坊德佑传动机械有限公司
技术研发日:20230320
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!