一种圆孔冲切刀具的制作方法
本技术涉及航空航天工业加工装配,尤其涉及一种圆孔冲切刀具。
背景技术:
1、飞机上通常都会安装有隔音棉包裹框隔热隔声层,并且需要按照规定在上述隔音棉包裹框隔热隔声层上进行开孔,用于通气和排水管路,由于隔音棉包裹框隔热隔声层是由耐火焰蔓延包覆层+一层或多层玻璃纤维棉和泡沫+抗火焰烧穿包覆层组成,同时,工艺规范要求隔音棉包裹框隔热隔声层下侧的切割垫板为硬尼龙板,切割圆孔时需要沿刀具轴向敲击或撞击刀柄部端面;原有刀具也为内开环刃,但是内开角度较小,导致刀具环刃太薄,硬度和结构强度太低,刀具易崩刃或卷刃,另外现有技术下刀具前端也具有外开环刃的形式,但是刀头部分的末端直径越来越小,导致在隔音棉包裹框隔热隔声层上开孔底部呈锥形,导致开孔不规范,无法满足后期加工装配要求,为了保证隔音棉圆孔完全切通,需要轴向敲击或撞击刀柄部端面,因此极易导致圆孔刀具前端的切削刃撞击到尼龙垫板,导致刀具崩刃或卷刃,使开孔精度和刀具寿命均降低,进而影响隔音棉圆孔表面质量和尺寸精度;同时刀具在进行切削的时候,会产生碎屑,堵在环形刃内不易清除,由于碎屑在孔内无法排出,也会影响刀具的开孔精度。
技术实现思路
1、本实用新型的目的在于提供一种圆孔冲切刀具,解决现有技术下刀具开孔底部形状不规则,刀具开孔底部质量不稳定,刀具寿命较低,无法满足制造工艺规定的问题。
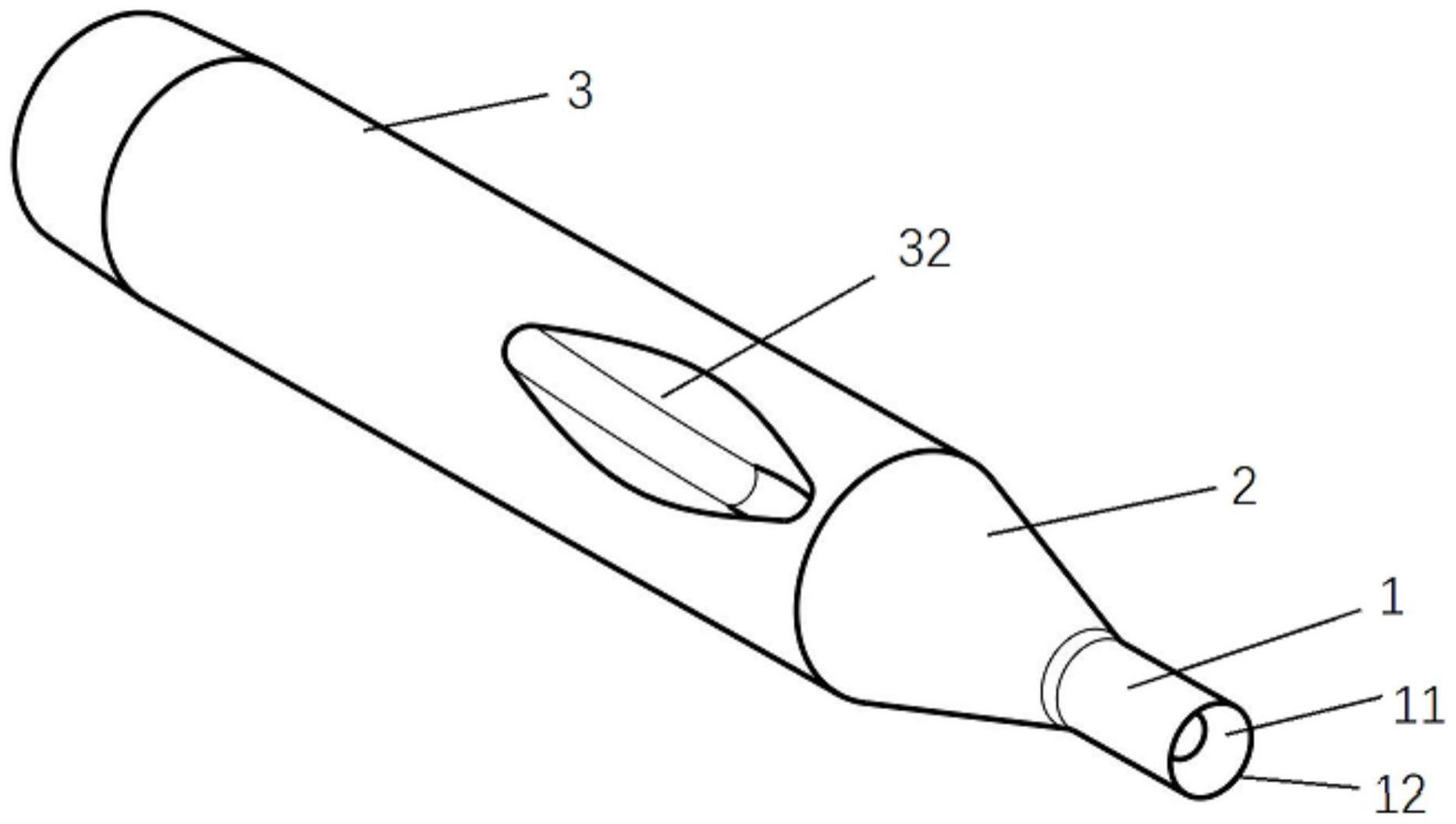
2、为达此目的,本实用新型采用以下技术方案:本实用新型提供一种圆孔冲切刀具,包括刀头部、刀柄部和连接部,所述刀头部通过所述连接部与所述刀柄部连通,所述刀头部外侧呈圆柱形,所述刀头部内侧开设有内孔,所述内孔的孔壁与所述刀头部外壁相接形成环形刃,所述环形刃用于进行环切,所述孔壁呈锥形,所述内孔孔壁截面形成的夹角不小于45°。
3、作为优选地,所述内孔孔壁截面形成的夹角不大于60°。
4、作为优选地,所述连接部呈锥形,所述连接部锥形截面的夹角为30°。
5、作为优选地,所述刀柄部末端设置有第一平面,所述第一平面能被敲击工具敲击。
6、作为优选地,所述刀柄部上形成有凹槽,所述凹槽底部形成有第一通孔,所述第一通孔与所述内孔连通。
7、作为优选地,所述圆孔冲切刀具材质为crwmn或w18cr4v。
8、作为优选地,所述圆孔冲切刀具的加工工艺包括预先热处理工艺和淬火低温回火热处理工艺。
9、有益效果:本实用新型通过在刀头部内侧设置内孔,使内孔与圆柱形的外壁形成环形刃,使圆孔冲切刀具在对隔音棉包裹框隔热隔声层进行开孔的时候,开孔从上至下呈圆柱形,开圆柱形孔的形状更为规范,提升了圆孔冲切刀具的加工精度,所述内孔孔壁截面形成的夹角不小于45°,使环形刃具有了一定强度,降低了刀具崩刃或卷刃的概率,提高了刀具寿命。
技术特征:
1.一种圆孔冲切刀具,其特征在于,包括刀头部(1)、刀柄部(3)和连接部(2),所述刀头部(1)通过所述连接部(2)与所述刀柄部(3)连通,所述刀头部(1)外侧呈圆柱形,所述刀头部(1)内侧开设有内孔(11),所述内孔(11)的孔壁与所述刀头部(1)外壁相接形成环形刃(12),所述环形刃(12)用于进行环切,所述孔壁呈锥形,所述内孔(11)孔壁截面形成的夹角不小于45°。
2.根据权利要求1所述的圆孔冲切刀具,其特征在于,所述内孔(11)孔壁截面形成的夹角不大于60°。
3.根据权利要求1所述的圆孔冲切刀具,其特征在于,所述连接部(2)呈锥形,所述连接部(2)锥形截面的夹角为30°。
4.根据权利要求1所述的圆孔冲切刀具,其特征在于,所述刀柄部(3)末端设置有第一平面(31),所述第一平面(31)能被敲击工具敲击。
5.根据权利要求1所述的圆孔冲切刀具,其特征在于,所述刀柄部(3)上形成有凹槽(32),所述凹槽(32)底部形成有第一通孔(4),所述第一通孔(4)与所述内孔(11)连通。
6.根据权利要求1所述的圆孔冲切刀具,其特征在于,所述圆孔冲切刀具材质为crwmn或w18cr4v。
7.根据权利要求6所述的圆孔冲切刀具,其特征在于,所述圆孔冲切刀具的加工工艺包括预先热处理工艺和淬火低温回火热处理工艺。
技术总结
本技术属于圆孔冲切刀具技术领域,公开了一种圆孔冲切刀具。其中包括刀头部、刀柄部和连接部,刀头部通过连接部与刀柄部连通,刀头部外侧呈圆柱形,刀头部内侧开设有内孔,内孔的孔壁与刀头部外壁相接形成环形刃,环形刃用于进行环切;解决现有技术下刀具开孔底部形状不规则,刀具开孔底部质量不稳定,刀具寿命较低,无法满足制造工艺规定的问题。
技术研发人员:葛月鑫,金树冬,沈晨,常佩琳,袁庆超
受保护的技术使用者:上海飞机制造有限公司
技术研发日:20230320
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!