装螺杆机旋转夹持装置的制作方法
本技术涉及螺杆和锥度塞头组装,具体为一种装螺杆机旋转夹持装置。
背景技术:
1、每一枚螺杆和塞头都是通过螺纹来连接,由人工通过手工来抓取螺杆和塞头并且在螺杆的螺纹上涂上螺纹密封胶再将它们组装好,此种安装放置费事费力,加工效率低,同时很难保证每个产品质量,使产品质量不稳定,从而增加了组装成本,降低了生产效益。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种装螺杆机旋转夹持装置。
2、为达到上述目的,本实用新型采用了下列技术方案:
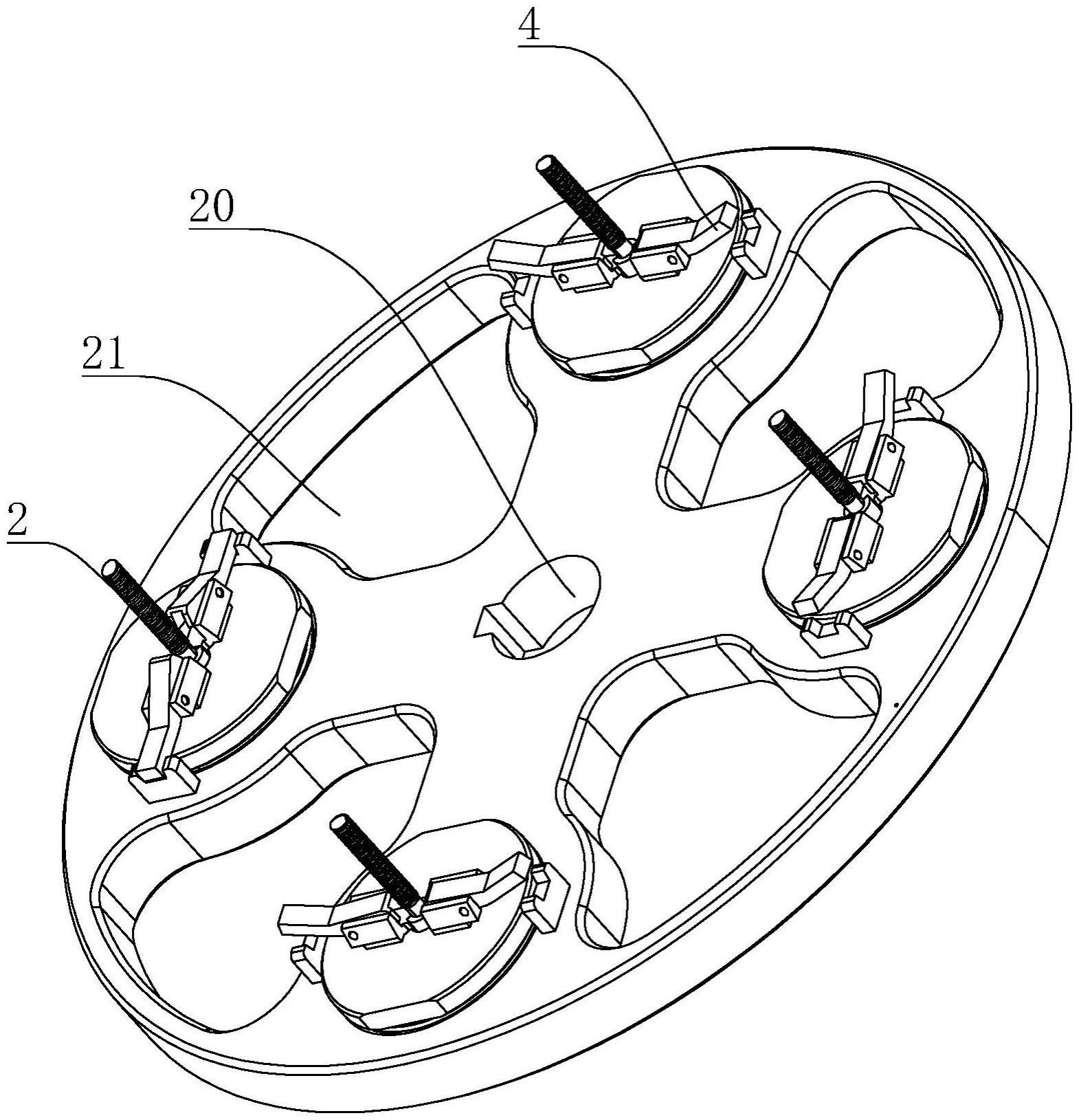
3、一种装螺杆机旋转夹持装置,包括安装大转盘,所述安装大转盘的上侧均匀对称开设有四个安装圆槽,所述安装圆槽内固定连接有转动轴承,所述安装圆槽的下侧开设下夹持通孔,所述转动轴承的上侧固定设有小转盘盖,所述小转盘盖中间开设有上夹持卡孔,所述转动轴承的内圈内设有两个u型螺杆夹,所述u型螺杆夹的上侧固定连接有u型安装块,所述小转盘盖的上开设有两个条形安装孔,两个所述u型螺杆夹的开口方向为远离上夹持卡孔方向,所述u型螺杆夹的内壁与转动轴承内壁之间设有夹持弹簧,所述u型螺杆夹的下侧与转动轴承内壁之间之间固定连接有同一连接板,所述u型安装块的左右两侧内壁之间固定连接有固定销轴,所述安装大转盘上固定连接有两个定位支撑卡杆,所述定位支撑卡杆的上侧开设有定位卡杆槽,所述固定销轴上套设有复位扭簧,所述复位扭簧上套设有转动定位卡杆,所述上夹持卡孔内、下夹持通孔内、两个u型螺杆夹之间、两个转动定位卡杆之间卡设有同一工件螺杆。
4、在上述的装螺杆机旋转夹持装置,所述条形安装孔位于上夹持卡孔的左右两边,所述u型安装块与u型螺杆夹通过条形安装孔贯穿小转盘盖,所述连接板位于夹持弹簧的下方。
5、在上述的装螺杆机旋转夹持装置,所述工件螺杆的中间部位为光杆,所述工件螺杆光杆部位的上方与下方的部位均设有螺纹且两个螺纹的长度不同。
6、在上述的装螺杆机旋转夹持装置,所述u型螺杆夹竖直部位相对一侧设有卡设凸起,所述工件螺杆的左右两侧开设有对接凹槽部,所述卡设凸起与对接凹槽部相吻合且卡设凸起位于对接凹槽部内。
7、在上述的装螺杆机旋转夹持装置,所述小转盘盖与安装圆槽的内部之间设有间隙,所述小转盘盖位于转动轴承的上方,所述u型螺杆夹位于小转盘盖的下方。
8、在上述的装螺杆机旋转夹持装置,所述定位卡杆槽的尺寸大于其相对的转动定位卡杆尺寸,所述定位卡杆槽与转动定位卡杆两者之间相对位置相吻合。
9、在上述的装螺杆机旋转夹持装置,所述固定销轴与转动定位卡杆均位于小转盘盖的上方,所述u型螺杆夹的上侧位于小转盘盖的上方。
10、在上述的装螺杆机旋转夹持装置,所述上夹持卡孔与条形安装孔相连通。
11、在上述的装螺杆机旋转夹持装置,所述安装大转盘的中间部位开设有固定安装孔,所述固定安装孔的内开设有固定连接卡槽。
12、在上述的装螺杆机旋转夹持装置,每两个所述安装圆槽之间的安装大转盘上均开设有相同的减重孔。
13、与现有的技术相比,本实用新型的优点在于:
14、本实用新型在螺杆与塞头装配过程中夹持工件螺杆时,u型螺杆夹前端有与工件螺杆槽形状相吻合的突出部,两个u型螺杆夹的上方在小转盘盖的条形安装孔,在夹持弹簧的作用下对工件螺杆具有一定的夹持力,并能在外力的作用下可以上下移动,小转盘盖转动定位卡杆装在u型螺杆夹上的u型安装块上,用固定销轴定位,小转盘盖转动定位卡杆可以绕固定销轴摆动,小转盘盖转动定位卡杆在复位扭簧的作用下单边翘起,另一端卡在定位卡杆槽里,小转盘盖与转盘之间有转动轴承连接,当小转盘盖转动定位卡杆在外力作用下,另一端翘起,离开定位卡杆槽的限制,在外力作用下小转盘盖可以自由旋转,本实用新型操作简单,使用方便,相比于人工等方式,结构简单可靠,提高工作效率,提高自动化程度,保证产品质量一致性,实现降本增效。
技术特征:
1.一种装螺杆机旋转夹持装置,包括安装大转盘(1),其特征在于:所述安装大转盘(1)的上侧均匀对称开设有四个安装圆槽(11),所述安装圆槽(11)内固定连接有转动轴承(9),所述安装圆槽(11)的下侧开设下夹持通孔(12),所述转动轴承(9)的上侧固定设有小转盘盖(3),所述小转盘盖(3)中间开设有上夹持卡孔(13),所述转动轴承(9)的内圈内设有两个u型螺杆夹(6),所述u型螺杆夹(6)的上侧固定连接有u型安装块(15),所述小转盘盖(3)的上开设有两个条形安装孔(14),两个所述u型螺杆夹(6)的开口方向为远离上夹持卡孔(13)方向,所述u型螺杆夹(6)的内壁与转动轴承(9)内壁之间设有夹持弹簧(8),所述u型螺杆夹(6)的下侧与转动轴承(9)内壁之间之间固定连接有同一连接板(16),所述u型安装块(15)的左右两侧内壁之间固定连接有固定销轴(10),所述安装大转盘(1)上固定连接有两个定位支撑卡杆(17),所述定位支撑卡杆(17)的上侧开设有定位卡杆槽(5),所述固定销轴(10)上套设有复位扭簧(7),所述复位扭簧(7)上套设有转动定位卡杆(4),所述上夹持卡孔(13)内、下夹持通孔(12)内、两个u型螺杆夹(6)之间、两个转动定位卡杆(4)之间卡设有同一工件螺杆(2)。
2.根据权利要求1所述的装螺杆机旋转夹持装置,其特征在于:所述条形安装孔(14)位于上夹持卡孔(13)的左右两边,所述u型安装块(15)与u型螺杆夹(6)通过条形安装孔(14)贯穿小转盘盖(3),所述连接板(16)位于夹持弹簧(8)的下方。
3.根据权利要求2所述的装螺杆机旋转夹持装置,其特征在于:所述工件螺杆(2)的中间部位为光杆,所述工件螺杆(2)光杆部位的上方与下方的部位均设有螺纹且两个螺纹的长度不同。
4.根据权利要求3所述的装螺杆机旋转夹持装置,其特征在于:所述u型螺杆夹(6)竖直部位相对一侧设有卡设凸起(18),所述工件螺杆(2)的左右两侧开设有对接凹槽部(19),所述卡设凸起(18)与对接凹槽部(19)相吻合且卡设凸起(18)位于对接凹槽部(19)内。
5.根据权利要求4所述的装螺杆机旋转夹持装置,其特征在于:所述小转盘盖(3)与安装圆槽(11)的内部之间设有间隙,所述小转盘盖(3)位于转动轴承(9)的上方,所述u型螺杆夹(6)位于小转盘盖(3)的下方。
6.根据权利要求5所述的装螺杆机旋转夹持装置,其特征在于:所述定位卡杆槽(5)的尺寸大于其相对的转动定位卡杆(4)尺寸,所述定位卡杆槽(5)与转动定位卡杆(4)两者之间相对位置相吻合。
7.根据权利要求6所述的装螺杆机旋转夹持装置,其特征在于:所述固定销轴(10)与转动定位卡杆(4)均位于小转盘盖(3)的上方,所述u型螺杆夹(6)的上侧位于小转盘盖(3)的上方。
8.根据权利要求7所述的装螺杆机旋转夹持装置,其特征在于:所述上夹持卡孔(13)与条形安装孔(14)相连通。
9.根据权利要求8所述的装螺杆机旋转夹持装置,其特征在于:所述安装大转盘(1)的中间部位开设有固定安装孔(20),所述固定安装孔(20)的内开设有固定连接卡槽。
10.根据权利要求9所述的装螺杆机旋转夹持装置,其特征在于:每两个所述安装圆槽(11)之间的安装大转盘(1)上均开设有相同的减重孔(21)。
技术总结
本技术涉及螺杆和锥度塞头组装技术领域,具体为一种装螺杆机旋转夹持装置。本技术,包括安装大转盘,所述安装大转盘的上侧均匀对称开设有四个安装圆槽,所述安装圆槽内固定连接有转动轴承,所述安装圆槽的下侧开设下夹持通孔,所述转动轴承的上侧固定设有小转盘盖,所述小转盘盖中间开设有上夹持卡孔,所述转动轴承的内圈内设有两个U型螺杆夹,所述U型螺杆夹的上侧固定连接有U型安装块,所述小转盘盖的上开设有两个条形安装孔。本技术操作简单,使用方便,相比于人工等方式,结构简单可靠,提高工作效率,提高自动化程度,保证产品质量一致性,实现降本增效。
技术研发人员:曾联康,钱云峰,郑利杰
受保护的技术使用者:浙江优博汽车部件有限公司
技术研发日:20230315
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!