一种用于透镜模组自动化组装的装配体结构的制作方法
本技术涉及灯具装配,特别是涉及一种用于透镜模组自动化组装的装配体结构。
背景技术:
1、随着车灯制造业水平的不断提高,自动化装配越来越成为一种标准配置,现有的手工装配已在逐步淘汰。
2、在现有技术中,对透镜模组的多种零部件的装配只能按照顺序进行装配或者在不同工位装配,不能同时进行装配,这样既浪费工装设备,同时也浪费人力资源。须知透镜模组一般的结构为透镜、支架、光源板、聚光器、散热器等,而现有传统的装配方案为透镜、支架装配为一个工位,聚光器、光源板以及散热器装配为一个工位,需要的人力资源以及工装设备资源较多。例如,工序一为透镜压接:需要先将透镜、支架分别放入压接工装内,然后启动设备按钮,设备进行压接,再取出压接后的分总成放入下一道工序;工序二为聚光器、光源板的装配:需要先放置散热器,再一一将所有的光源板和聚光器装配在散热器上。此类操作需要两人进行操作,且需要的压接工装、压接设备以及装配胎具、装配设备等较多,现有技术条件下无法将此两个工序合并,因此浪费工装设备资源以及人力资源。
技术实现思路
1、本实用新型所要解决的技术问题是,克服现有技术的不足,提供一种用于透镜模组自动化组装的装配体结构,它集合两个工位的装配结构于一体,可实现单工位的多功能装配运用,节省了人力物力资源。
2、为了解决上述技术问题,本实用新型的技术方案是:
3、一种用于透镜模组自动化组装的装配体结构,它装配于机械手输出端,它包括主体座,所述主体座周侧设置有多个吸附取放机构,所述主体座底部设置有吸附压接机构;
4、所述吸附压接机构适于在机械手的带动下将透镜吸附再压接到支架内,多个所述吸附取放机构适于在机械手的带动下将不同的光源板和聚光器吸附再装配到散热器上。
5、进一步,所述吸附取放机构设置有四个并均布于主体座周侧。
6、进一步,每个所述吸附取放机构包括安装在主体座侧壁上的吸附定位块,设置在吸附定位块端部的多个第一吸盘,以及设置在吸附定位块上并与第一吸盘连通的第一气口。
7、进一步,所述吸附定位块端部的形状与产品相适配,所述吸附定位块端部还设置有用于给产品定位的定位柱。
8、进一步,所述吸附压接机构包括装配在主体座底部的压接块,设置在压接块底端的多个第二吸盘,以及设置在压接块上并与第二吸盘连通的第二气口。
9、进一步,所述压接块底端成形有适配透镜形状的仿形压接面。
10、进一步,所述压接块与主体座之间还设置有缓冲结构。
11、进一步,所述主体座顶端还安装有夹具快换盘。
12、采用了上述技术方案,本实用新型具有以下的有益效果:
13、1.本实用新型将多个吸附取放机构与吸附压接机构相结合设计成一体装配体结构,并配合机械手的灵活移动,使得在一个工位上就能实现多功能的装配动作,将透镜模组的两道装配工序工位整合成一道工序工位,大大节省了工件换位以及分开装配的时间,提高了生产装配的效率,进而节约了人力物力资源,同时也能节省设备成本。
14、2.本实用新型的多个吸附定位块可以适配不同产品的形状而设计,有利于光源板、聚光器等不同部件的吸附装配,吸附定位块端部的定位柱还能起到定位吸附产品的效果,有效提高了吸附装配时的精确度,保证装配的精确性。
15、3.本实用新型的压接块底端设计成形有仿形压接面,有利于透镜的吸附以及压接,再加上缓冲结构的存在,可以保证在压接过程中透镜不会被压裂,保证压接工作的顺利进行。
16、4.本实用新型还通过夹具快换盘与机械手实现快换式装配,方便快捷更换不同的装配体结构,适用更多的产品装配工作。
技术特征:
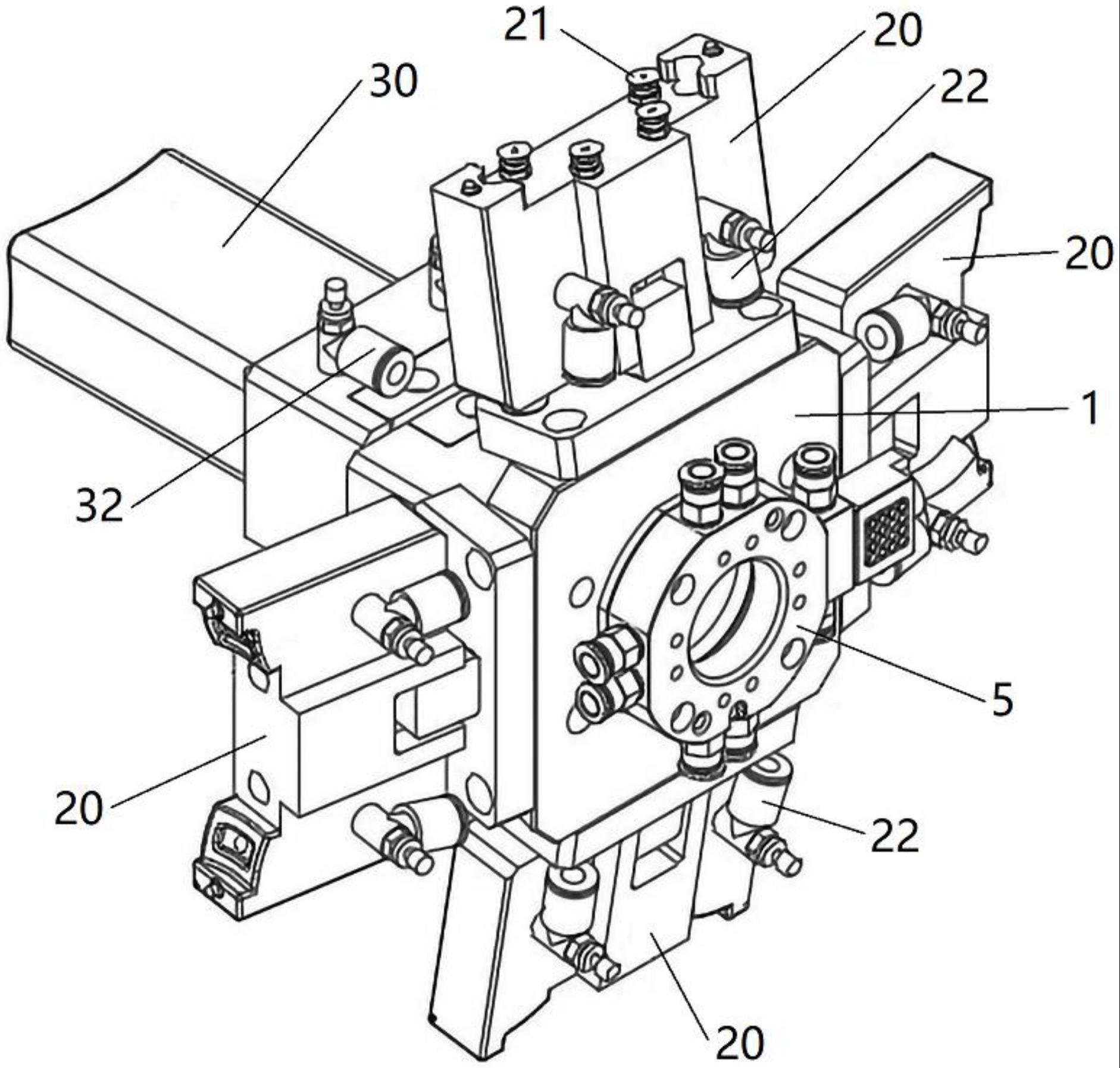
1.一种用于透镜模组自动化组装的装配体结构,装配于机械手输出端,其特征在于:包括主体座(1),所述主体座(1)周侧设置有多个吸附取放机构,所述主体座(1)底部设置有吸附压接机构;
2.根据权利要求1所述的一种用于透镜模组自动化组装的装配体结构,其特征在于:所述吸附取放机构设置有四个并均布于主体座(1)周侧。
3.根据权利要求2所述的一种用于透镜模组自动化组装的装配体结构,其特征在于:每个所述吸附取放机构包括安装在主体座(1)侧壁上的吸附定位块(20),设置在吸附定位块(20)端部的多个第一吸盘(21),以及设置在吸附定位块(20)上并与第一吸盘(21)连通的第一气口(22)。
4.根据权利要求3所述的一种用于透镜模组自动化组装的装配体结构,其特征在于:所述吸附定位块(20)端部的形状与产品相适配,所述吸附定位块(20)端部还设置有用于给产品定位的定位柱(23)。
5.根据权利要求1所述的一种用于透镜模组自动化组装的装配体结构,其特征在于:所述吸附压接机构包括装配在主体座(1)底部的压接块(30),设置在压接块(30)底端的多个第二吸盘(31),以及设置在压接块(30)上并与第二吸盘(31)连通的第二气口(32)。
6.根据权利要求5所述的一种用于透镜模组自动化组装的装配体结构,其特征在于:所述压接块(30)底端成形有适配透镜形状的仿形压接面(300)。
7.根据权利要求5所述的一种用于透镜模组自动化组装的装配体结构,其特征在于:所述压接块(30)与主体座(1)之间还设置有缓冲结构(4)。
8.根据权利要求1所述的一种用于透镜模组自动化组装的装配体结构,其特征在于:所述主体座(1)顶端还安装有夹具快换盘(5)。
技术总结
本技术公开了一种用于透镜模组自动化组装的装配体结构,装配于机械手输出端,它包括主体座,所述主体座周侧设置有多个吸附取放机构,所述主体座底部设置有吸附压接机构;所述吸附压接机构适于在机械手的带动下将透镜吸附再压接到支架内,多个所述吸附取放机构适于在机械手的带动下将不同的光源板和聚光器吸附再装配到散热器上。本技术集合两个工位的装配结构于一体,可实现单工位的多功能装配运用,节省了人力物力资源,提高了生产效率。
技术研发人员:彭年文,朱荣华
受保护的技术使用者:常州星宇车灯股份有限公司
技术研发日:20230410
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!