一种正时罩定位加工夹具的制作方法
本技术涉及零件加工夹具,具体而言,涉及一种正时罩定位加工夹具。
背景技术:
1、正时罩,是多由铝合金铸造件,固定在发动机侧面,与缸体连接,用于保护正时齿轮及链条,一般不受力,结构简单,上方与气缸盖罩连接,下方与油底壳连接,下端有一个曲轴油封孔,用于保护发动机正时齿轮及链条的装置。
2、正时罩的加工中需要夹持打孔,但正时罩的结构不规则,通常正时罩的内侧切面平整,方便安装,但外侧不平整,弧面凹面均有,目前的加工夹具是是直接对正时罩两端夹持,夹持加工过程中,容易出现夹具的一端只与正时罩外侧某一个点接触,要想夹持稳定,需要加大夹持强度,进而容易使正时罩磨损甚至轻微凹陷。
技术实现思路
1、本实用新型提供一种正时罩定位加工夹具,其目的在于:使夹具在夹持正时罩等不规则零件时,能适应曲面进行夹持,提高夹持稳定性,减轻因夹持产生的磨损。
2、本实用新型的实施例通过以下技术方案实现:
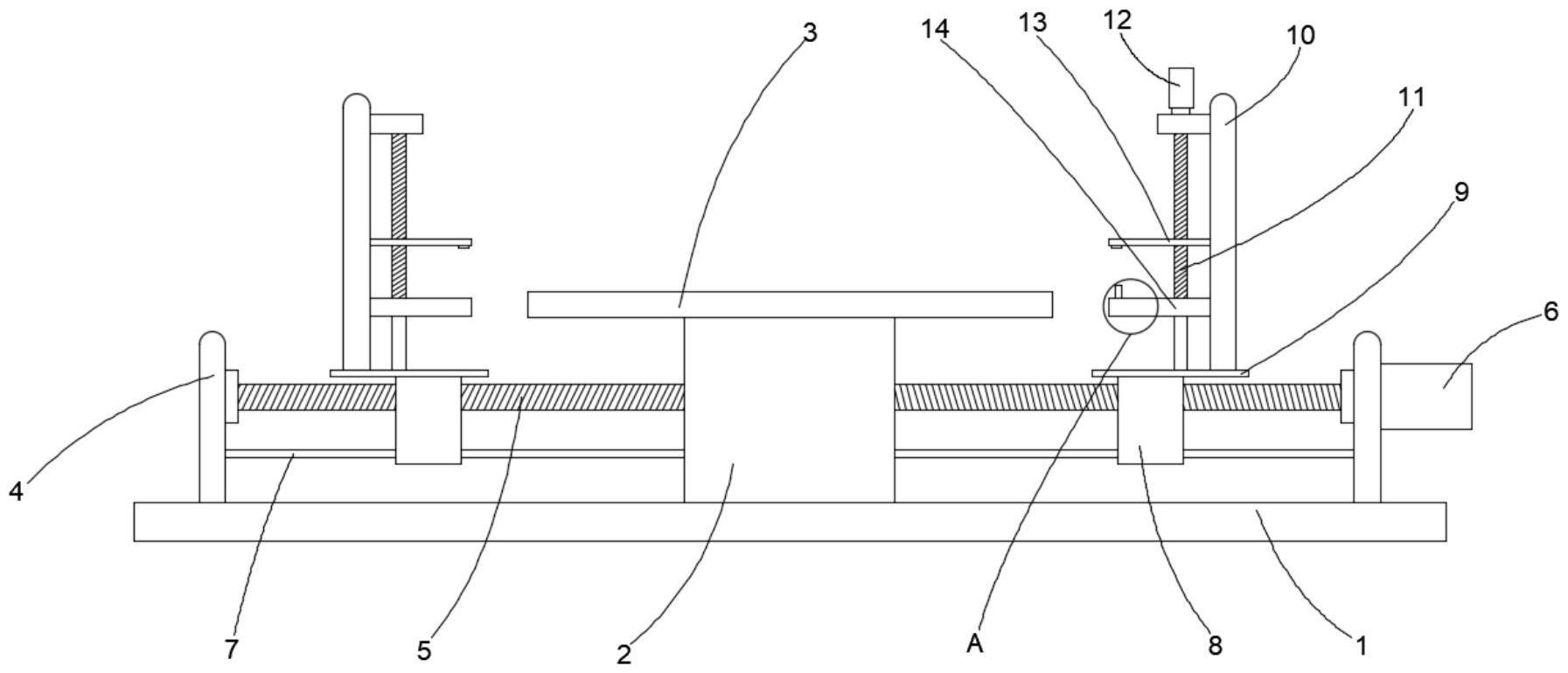
3、一种正时罩定位加工夹具,包括底板,所述底板上通过基座连接有加工台,所述底板上安装有水平移动组件,所述水平移动组件的输出端上安装有竖直移动组件及支撑板,所述支撑板上安装有下夹具,所述竖直移动组件上安装有上夹具,所述下夹具包括若干个磁性推板,所述磁性推板下端均安装有弹性件,所述磁性推板一侧的支撑板内安装有电磁铁。
4、进一步的,所述水平移动组件包括安装在底板两端的立板,所述立板之间安装有第一螺杆及导向杆,所述第一螺杆两端的螺纹旋向相反,第一螺杆通过第一驱动电机带动,所述第一螺杆及导向杆上连接有滑块,滑块上设置有安装板,所述竖直移动组件安装在安装板上。
5、进一步的,所述竖直移动组件包括立柱,所述立柱的一侧上转动连接有第二螺杆,所述上夹具螺纹连接在第二螺杆上,所述第二螺杆通过第二驱动电机带动。
6、进一步的,所述加工台两端设置有缺口,所述缺口的宽度与所述支撑板的宽度一致。
7、进一步的,所述弹性件为伸缩弹簧及滑动杆,所述滑动杆下端固定在支撑板内壁上,所述滑动杆上端滑动连接在所述磁性推板底部,所述伸缩弹簧套设在滑动杆外,伸缩弹簧的一端固定在支撑板内壁,另一端固定在磁性推板底部。
8、进一步的,所述磁性推板的上端均固定安装有一层橡胶垫。
9、进一步的,所述第一驱动电机及第二驱动电机均为伺服电机。
10、本实用新型实施例的技术方案至少具有如下优点和有益效果:
11、夹具包括上夹具及下夹具,上夹具夹面平整,下夹具有若干磁性推板组成,并在下端单独设置有多个弹性件,接触到正时罩不规则的面时,能适应调节,而后通过启动电磁铁使磁性推板与电磁铁之间通过引力固定,完成下夹具的夹持。
技术特征:
1.一种正时罩定位加工夹具,包括底板(1),所述底板(1)上通过基座(2)连接有加工台(3),其特征在于:所述底板(1)上安装有水平移动组件,所述水平移动组件的输出端上安装有竖直移动组件及支撑板(14),所述支撑板(14)上安装有下夹具,所述竖直移动组件上安装有上夹具(13),所述下夹具包括若干个磁性推板(142),所述磁性推板(142)下端均安装有弹性件,所述磁性推板(142)一侧的支撑板(14)内安装有电磁铁(145)。
2.根据权利要求1所述的一种正时罩定位加工夹具,其特征在于:所述水平移动组件包括安装在底板(1)两端的立板(4),所述立板(4)之间安装有第一螺杆(5)及导向杆(7),所述第一螺杆(5)两端的螺纹旋向相反,第一螺杆(5)通过第一驱动电机(6)带动,所述第一螺杆(5)及导向杆(7)上连接有滑块(8),滑块(8)上设置有安装板(9),所述竖直移动组件安装在安装板(9)上。
3.根据权利要求2所述的一种正时罩定位加工夹具,其特征在于:所述竖直移动组件包括立柱(10),所述立柱(10)的一侧上转动连接有第二螺杆(11),所述上夹具(13)螺纹连接在第二螺杆(11)上,所述第二螺杆(11)通过第二驱动电机(12)带动。
4.根据权利要求1所述的一种正时罩定位加工夹具,其特征在于:所述加工台(3)两端设置有缺口(31),所述缺口(31)的宽度与所述支撑板(14)的宽度一致。
5.根据权利要求1所述的一种正时罩定位加工夹具,其特征在于:所述弹性件为伸缩弹簧(144)及滑动杆(143),所述滑动杆(143)下端固定在支撑板(14)内壁上,所述滑动杆(143)上端滑动连接在所述磁性推板(142)底部,所述伸缩弹簧(144)套设在滑动杆(143)外,伸缩弹簧(144)的一端固定在支撑板(14)内壁,另一端固定在磁性推板(142)底部。
6.根据权利要求1所述的一种正时罩定位加工夹具,其特征在于:所述磁性推板(142)的上端均固定安装有一层橡胶垫(146)。
7.根据权利要求3所述的一种正时罩定位加工夹具,其特征在于:所述第一驱动电机(6)及第二驱动电机(12)均为伺服电机。
技术总结
本技术提供一种正时罩定位加工夹具,包括底板,所述底板上通过基座连接有加工台,所述底板上安装有水平移动组件,所述水平移动组件的输出端上安装有竖直移动组件及支撑板,所述支撑板上安装有下夹具,所述竖直移动组件上安装有上夹具,所述下夹具包括若干个磁性推板,所述磁性推板下端均安装有弹性件,所述磁性推板一侧的支撑板内安装有电磁铁。其目的在于:使夹具在夹持正时罩等不规则零件时,能适应曲面进行夹持,提高夹持稳定性,减轻因夹持产生的磨损。
技术研发人员:刘锡林
受保护的技术使用者:四川雷联汽车部件有限公司
技术研发日:20230413
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!