一种用于多层膜制品模切的多刀模具的制作方法
技术涉及膜制品生产,尤其是指一种用于多层膜制品模切的多刀模具。
背景技术:
1、多层膜制品的多刀模切生产中,膜材依次通过多个刀模,从而在膜材上切割出多个图案。但是多个图案的位置或尺寸需要在公差范围内。而现有的方法多刀模切对膜材切割完成后再进行检测,这样不能够在生产过程中实时进行检测,不能做到随时观察随时修正,避免产品对位不良造成良效损失。
2、由此可见,现有技术依靠产出成品测量识别,无法做到及时发现及时调整,影响生产良效及产品品质。
技术实现思路
1、为此,实用新型所要解决的技术问题在于克服现有技术中依靠产出成品测量识别,无法做到及时发现及时调整,影响生产良效及产品品质的问题。
2、为解决上述技术问题,实用新型提供了一种用于多层膜制品模切的多刀模具,包括:
3、基准刀模,两端设有第一刀刃;基准刀模上位于第一刀刃外侧的位置设有多个基准对刀标记;
4、多个待对位刀模,沿膜材的行进方向依次设置在基准刀模的前方,待对位刀模的两端设有第二刀刃;待对位刀模中位于第二刀刃外侧的位置设有待对位对刀标记;
5、其中,多个待对位刀模的待对位对刀标记数量的总和与多个基准对刀标记的数量相等,待对位对刀标记与基准对刀标记一一对应设置,相应的待对位对刀标记与基准对刀标记在膜材上形成“┼”字形记号。
6、在实用新型的一个实施例中,基准对刀标记凸出于基准刀模的表面;
7、待对位对刀标记凸出于待对位刀模的表面。
8、在实用新型的一个实施例中,多个基准对刀标记沿基准刀模的周向间隔设置。
9、在实用新型的一个实施例中,基准刀模以及多个待对位刀模分别设有序号;
10、基准刀模上还设有多个对刀号,多个对刀号与多个基准对刀标记一一对应设置;对刀号为“x-y”,x为基准刀模的序号,y为与基准刀模相对应待对位对刀标记所在的待对位模的序号。
11、在实用新型的一个实施例中,相对应的基准刀模和待对位刀模中,一者的对刀标记为“└”、另一者的对刀标记为“┐”。
12、在实用新型的一个实施例中,基准对刀标记以及待对位对刀标记的高度均为1.2~1.7mm。
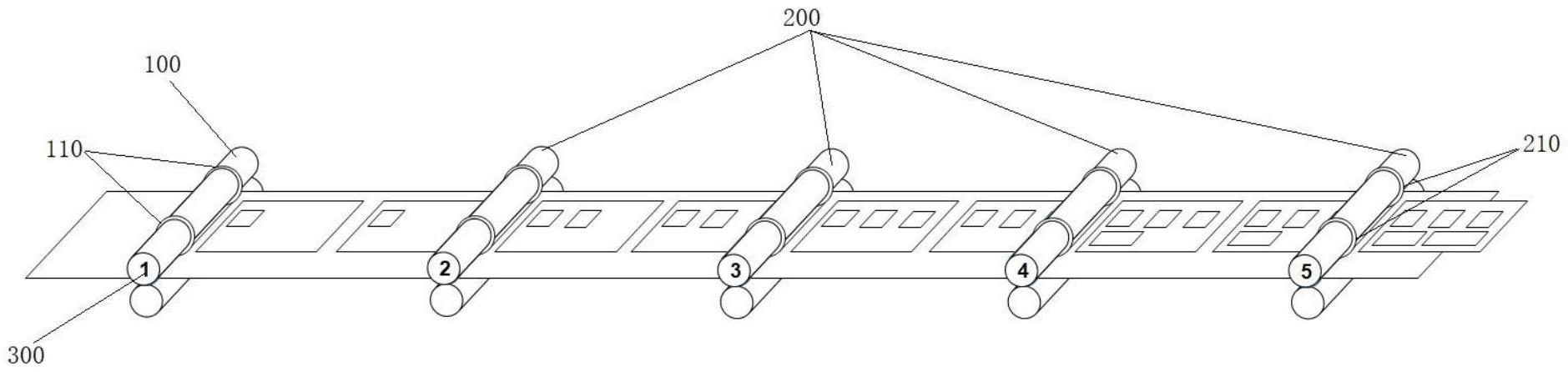
13、在实用新型的一个实施例中,多个刀模为5个,分别为第一刀模、第二刀模、第三刀模、第四刀模和第五刀模;
14、第一刀模为基准刀模,第二刀模、第三刀模、第四刀模和第五刀模均为待对位刀模。
15、在实用新型的一个实施例中,第一刀模、第二刀模、第三刀模、第四刀模和第五刀模中均设有一原点标记;第一刀模、第二刀模、第三刀模、第四刀模和第五刀模中,五者的原点标记在膜材形成字形记号。
16、在实用新型的一个实施例中,第一刀模的原点标记为第二刀模的原点标记为第三刀模的原点标记为第四刀模的原点标记为第五刀模的原点标记为
17、在实用新型的一个实施例中,第一刀模中设有与原点标记对应的原点序号,原点序号为“0”。
18、实用新型的上述技术方案相比现有技术具有以下优点:
19、实用新型所述的一种用于多层膜制品模切的多刀模具,其在基准刀模中设置了多个基准对刀标记,在待对位刀模设置了待对位对刀标记,并且待对位对刀标记与基准对刀标记一一对应设置,相应的待对位对刀标记与基准对刀标记在膜材上形成“┼”字形记号,从而在生产过程中通过在膜材能否形成“┼”字形记号来实时监测待对位刀模所切割出来的图案的位置是否合格,保证产品的质量。
技术特征:
1.一种用于多层膜制品模切的多刀模具,其特征在于:包括:
2.根据权利要求1所述的用于多层膜制品模切的多刀模具,其特征在于:所述基准对刀标记凸出于所述基准刀模的表面;
3.根据权利要求1所述的用于多层膜制品模切的多刀模具,其特征在于:所述多个基准对刀标记沿所述基准刀模的周向间隔设置。
4.根据权利要求1所述的用于多层膜制品模切的多刀模具,其特征在于:
5.根据权利要求1所述的用于多层膜制品模切的多刀模具,其特征在于:相对应的所述基准刀模和所述待对位刀模中,一者的对刀标记为“└”、另一者的对刀标记为“┐”。
6.根据权利要求1所述的用于多层膜制品模切的多刀模具,其特征在于:所述基准对刀标记以及所述待对位对刀标记的高度均为1.2~1.7mm。
7.根据权利要求1所述的用于多层膜制品模切的多刀模具,其特征在于:所述多个刀模为5个,分别为第一刀模、第二刀模、第三刀模、第四刀模和第五刀模;
8.根据权利要求7所述的用于多层膜制品模切的多刀模具,其特征在于:所述第一刀模、所述第二刀模、所述第三刀模、所述第四刀模和所述第五刀模中均设有一原点标记;所述第一刀模、所述第二刀模、所述第三刀模、所述第四刀模和所述第五刀模中,五者的原点标记在所述膜材形成字形记号。
9.根据权利要求8所述的用于多层膜制品模切的多刀模具,其特征在于:所述第一刀模的原点标记为所述第二刀模的原点标记为所述第三刀模的原点标记为所述第四刀模的原点标记为所述第五刀模的原点标记为
10.根据权利要求9所述的用于多层膜制品模切的多刀模具,其特征在于:所述第一刀模中设有与原点标记对应的原点序号,所述原点序号为“0”。
技术总结
技术涉及一种用于多层膜制品模切的多刀模具,包括:基准刀模,两端设有第一刀刃;基准刀模上位于第一刀刃外侧的位置设有多个基准对刀标记;多个待对位刀模,沿膜材的行进方向依次设置在基准刀模的前方,待对位刀模的两端设有第二刀刃;待对位刀模中位于第二刀刃外侧的位置设有待对位对刀标记;其中,多个待对位刀模的待对位对刀标记数量的总和与多个基准对刀标记的数量相等,待对位对刀标记与基准对刀标记一一对应设置,相应的待对位对刀标记与基准对刀标记在膜材上形成“┼”字形记号。技术从而在生产过程中通过在膜材能否形成“┼”字形记号来实时监测待对位刀模所切割出来的图案的位置是否合格,保证产品的质量。
技术研发人员:唐浩成,瞿盛飞,肖强
受保护的技术使用者:太仓展新胶粘材料股份有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!