一种电磁阀组装压板工装的制作方法
本技术涉及电磁阀组装工装,尤其涉及一种电磁阀组装压板工装。
背景技术:
1、现有电磁阀在生产加工中,需要对电磁阀进行组装,组装过程中,需要将电磁阀外壳包覆在电磁阀的内部零件外进行固定,如图1所示,电磁阀外壳两端分别设置有卷边,组装时,需要将卷边压紧包覆在电磁阀的内部零件的两端位置。
2、现有常规处理方式是通过人工组装,现有人工组装方式一般是人工将电磁阀的内部零件塞入电磁阀外壳,然后通过锤子来回敲打的方式将电磁阀外壳上的卷边压紧在电磁阀的内部零件的两端位置。这种组装方式极为耗费人工劳动力,组装效率低,且锤子来回敲打的方式容易造成电磁阀的内部零件受损,影响产品质量。
技术实现思路
1、为解决上述技术问题,本实用新型设计了一种电磁阀组装压板工装。
2、本实用新型采用如下技术方案:
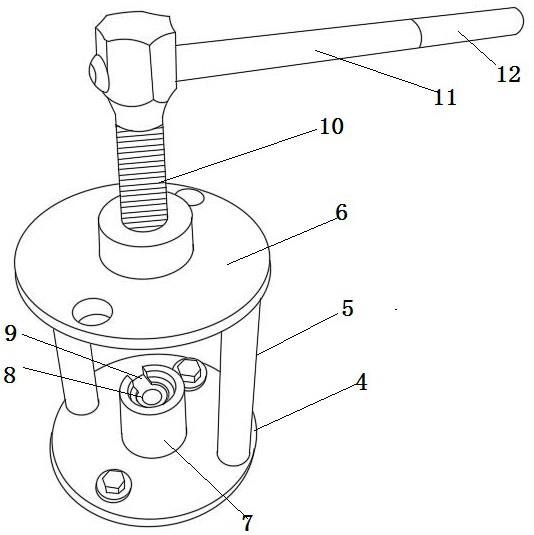
3、一种电磁阀组装压板工装,包括底座和顶板,底座和顶板间通过支撑柱固定支撑,底座上安装有电磁阀上端定位套筒,电磁阀上端定位套筒上端内凹设置有与组装后电磁阀上端相配合的安装定位槽和与组装后电磁阀引脚相配合的引脚定位槽,电磁阀上端定位套筒正上方的顶板上安装有下压块,下压块通过螺杆与顶板螺纹连接,下压块固定在螺杆底端,下压块底部对应设置有与组装后电磁阀底端相配合的压紧定位槽,电磁阀组装后倒置放入电磁阀上端定位套筒的安装定位槽引脚定位槽内,调节螺杆下压实现组装后电磁阀外壳上的卷边压紧在电磁阀的内部零件的两端位置。
4、作为优选,所述螺杆顶端横向垂直固定连接有拧紧手柄。
5、作为优选,所述拧紧手柄尾端设置有防滑层。
6、作为优选,所述防滑层外套接有硅胶套。
7、作为优选,所述底座中心设置有定位孔,定位孔内插接与定位孔配合的电磁阀上端定位套筒。
8、作为优选,所述底座上设置有固定安装孔,螺栓穿过固定安装孔将底座固定至工作台上。
9、本实用新型的有益效果是:本实用新型设计了一种电磁阀组装压板工装,方便将组装后的电磁阀倒置放入电磁阀上端定位套筒的安装定位槽引脚定位槽内,调节螺杆下压实现组装后电磁阀外壳上的卷边压紧在电磁阀的内部零件的两端位置,组装压紧过程简单、便捷,通过工装完成,组装过程不费力,且电磁阀外壳上的卷边压紧后效果好,不损伤电磁阀表面,产品质量好。
技术特征:
1.一种电磁阀组装压板工装,其特征是,其包括底座和顶板,底座和顶板间通过支撑柱固定支撑,底座上安装有电磁阀上端定位套筒,电磁阀上端定位套筒上端内凹设置有与组装后电磁阀上端相配合的安装定位槽和与组装后电磁阀引脚相配合的引脚定位槽,电磁阀上端定位套筒正上方的顶板上安装有下压块,下压块通过螺杆与顶板螺纹连接,下压块固定在螺杆底端,下压块底部对应设置有与组装后电磁阀底端相配合的压紧定位槽,电磁阀组装后倒置放入电磁阀上端定位套筒的安装定位槽引脚定位槽内,调节螺杆下压实现组装后电磁阀外壳上的卷边压紧在电磁阀的内部零件的两端位置。
2.根据权利要求1所述的一种电磁阀组装压板工装,其特征是,所述螺杆顶端横向垂直固定连接有拧紧手柄。
3.根据权利要求2所述的一种电磁阀组装压板工装,其特征是,所述拧紧手柄尾端设置有防滑层。
4.根据权利要求3所述的一种电磁阀组装压板工装,其特征是,所述防滑层外套接有硅胶套。
5.根据权利要求1所述的一种电磁阀组装压板工装,其特征是,所述底座中心设置有定位孔,定位孔内插接与定位孔配合的电磁阀上端定位套筒。
6.根据权利要求1所述的一种电磁阀组装压板工装,其特征是,所述底座上设置有固定安装孔,螺栓穿过固定安装孔将底座固定至工作台上。
技术总结
本技术公开了一种电磁阀组装压板工装,包括底座和顶板,底座上安装有电磁阀上端定位套筒,电磁阀上端定位套筒上端内凹设置有与组装后电磁阀上端相配合的安装定位槽和与组装后电磁阀引脚相配合的引脚定位槽,电磁阀上端定位套筒正上方的顶板上安装有下压块,下压块通过螺杆与顶板螺纹连接,下压块固定在螺杆底端,下压块底部对应设置有与组装后电磁阀底端相配合的压紧定位槽,电磁阀组装后倒置放入电磁阀上端定位套筒的安装定位槽引脚定位槽内,调节螺杆下压实现组装后电磁阀外壳上的卷边压紧。本技术设计了一种电磁阀组装压板工装,通过工装完成组装过程不费力,且电磁阀外壳上的卷边压紧后效果好,不损伤电磁阀表面,产品质量好。
技术研发人员:李兆停
受保护的技术使用者:浙江再生手拉手汽车部件有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!